

水切割機加工的過程最為安全與神奇,我們可以看到并沒有出現其他加工工具中出現的飛削,這也正是這項技術突破于其他加工工具的地方,安全系數高也是其一亮點。要在眾類品牌中脫穎而出不容易,保持到現在更困難,所以本著發展的原則,向更尖端的技術邁進。
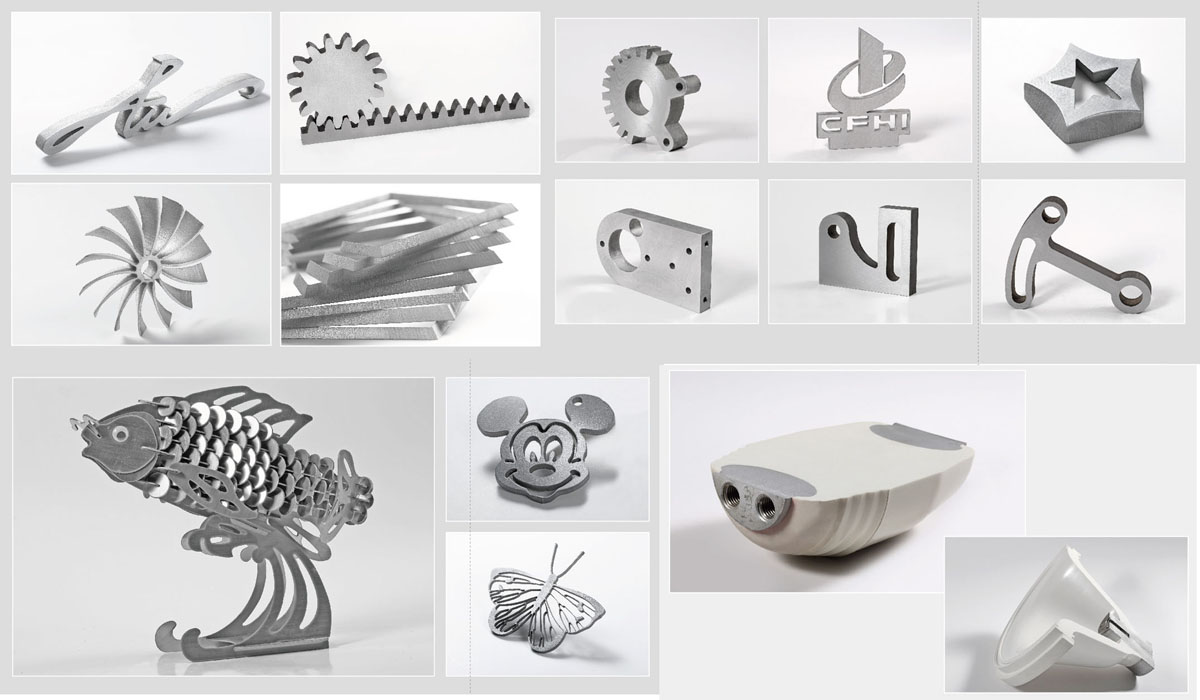
隨著技術發展,高壓水切割機系統的水射流也開始在陶瓷和金屬等材料上鉆孔。此時,壓力是影響鉆孔時間的主要參數之一。壓力從100MPa以35MPa的增量增至210MPa,噴嘴直徑0.46mm,靶距保持為2.3mm,磨料為60#石榴石、Al203或碳化硅等,流量從7.57g/s以1.89g/s的增量增至17.13g/s。若對12.7/mm厚的氧化鋁陶瓷AD一85鉆孔,磨料流量11.35g/s,壓力從70MPa以35MPa增量增至210MPa。在11.35g/s磨料流量下,壓力為100MPa時耗時約48s,而為210MPa時僅耗時不到20s。隨后逐漸增大壓力至工作壓力,打出余下的孔深,這樣孔壁不裂也不分層;在脆性層壓材料上用磨料射流打孔時,泵的初始壓力由計算機控制在約20MPa的低壓上,這使射流穿透表面層時材料表面不易碎、不分層。在帶有陶瓷隔熱覆層的飛機引擎罩上打孔,以間距3mm打了超過1000個0.5mm直徑的孔,孔徑的標準偏差僅為0.025mm,這充分顯示了磨料射流鉆孔的高度精確性,水切割機的問世對陶瓷和金屬材料的加工起到推波助瀾的工效,使加工工藝更系統,更精準,更美觀。
 首頁
首頁
 產品中心
產品中心
 電話咨詢
電話咨詢
 售后服務
售后服務 售前服務
售前服務 關注公眾號
關注公眾號