以一種基于三坐標并聯動力頭的五軸聯動機床為研究對象,通過矢量鏈方法建立機構從工作空間到關節空間的運動學模型,基于 Turbo PMAC 控制器設計運動控制需要的的硬件平臺,在 LabVIEW 開發環境下基于 ActiveX 技術開 發軟件平臺,采用驅動器增益自整定結合控制器的 PID 及運動學前饋方法進行伺服驅動控制,針對并聯機構運動學特點, 在控制器內嵌入運動學算法,經過工作空間和關節空間二次插補的方式進行軌跡控制,最后通過五軸加工實驗檢測伺服驅動控制和軌跡控制的有效性。
由于傳統串 聯機構的多 軸聯動軸機 床部件誤差累計效應等缺點, 難以滿足加工大型結構件的高速、高精度要求,德國系統集成制造商 DST 公司開發的三坐標并聯動力頭———Sprint Z3 很好地解決了該問題。天津大學黃田教授根據國內飛機制造業應 用需求發明了 A3 并聯動力頭及以其為核心構件的五軸聯動混聯裝備[1]。
隨著計算機技術飛速發展,針對多軸聯動機床運動的控制技術也隨之發生了巨大變化,眾多廠商紛紛推出一系列的運動控制產品,這些運動控制產品支持通用的計算機總線,提供功能豐富的庫函數,集成高速伺服插補和伺服濾波控制,可以滿足不同層次用戶需求[2]。
多軸聯動的加工精度及生產率與其運動控制的品質密切相關,運動控制一般需要綜合考慮運動學算法、伺服驅動控制、軌跡控制等諸多方面。并聯機構由于其運動學耦合特性需要復雜的運動學算法實現軌跡點的控制。 基于數字 PID 和智能算法的伺服驅動控制方法越來越多地被運用到生產實際中[3]。 為了避免在啟停和運行過程中的沖擊和失步, 必須實施插補和加減速過渡的軌跡控制, 以此為基礎控制各個關節電機運動以實現要求的運動軌跡[4]。
文中以一種新構型的五軸聯動機床為研究對象,采用矢量鏈方法分析機床的運動學模型, 自主開發設計五軸聯動加工的運動控制平臺,采用驅動器增益自整定結合控制器的 PID 及運動學前饋的伺服驅動控制策略,研究針對并聯結構的二次插補的軌跡控制策略,
最后通過五軸加工實驗分析運動控制策略的有效性。
1 機床簡介
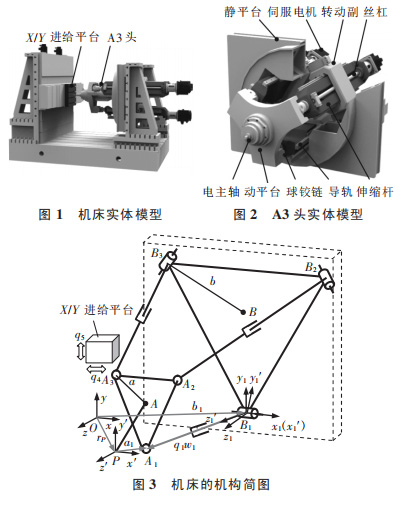
五軸機床實體模型如圖 1 所示,由三坐標動力頭(如圖 2 所示 A3 頭)和 2 自由度 X/Y 平臺構成。 A3 頭的拓撲類型為具有一平動兩轉動的 3-RPS 并聯機構,基于該動力頭的五軸機床適用于大型航空結構件的高速加工[5]。圖 3 所示為基于 A3 并聯動力頭的機床機構簡圖。其中,Ai 和 Bi(i=1,2,3)分別為各支鏈球鉸鏈和轉動副的中心,并構成外接圓半徑分別為 a 和 b 且形心分別為A 和 B 的正三角形。 P 表示刀具參考點, 且有 AP⊥△A1A2A3,向量AP 的模為 e。 建立固定參考坐標系 O-xyz和刀具連體坐標系 P-x′y′z′,建立支鏈固定坐標系 Bi -xi yizi 和支鏈連體坐標系 Bi-xi′yi′zi′,xi軸與 xi′軸重合。
2 運動學分析
A3 頭是一種 3-RPS 型并聯機構, 其工作空間與
2 運動學分析
A3 頭是一種 3-RPS 型并聯機構, 其工作空間與關節空間存在非線性映射關系,工作空間粗插補的運動信息不能直接轉化為各關節電機軸的運動, 需要經過非線性運動學逆解運算[6]。設工作空間 五坐標的 位 置 信 息 分 別 為 x,y,z,α,β,其中 α,β 是機床的兩個擺動角。 位置逆解是將其轉化為各驅動電機的驅動位移。由刀具姿態角信息將刀具連體坐標系 P-x′y′z′相對于固定參考系 O-xyz 的姿態矩陣表示為:R=Rot(y,βRot(x,α)(1)姿態矩陣還可以由歐拉角變換表示:
R=Rot(z,ψ)Rot(x,θ)Rot(z,準)
(2)
式中:ψ,θ,準———進動角、章動角和自旋角。聯立式(1)和式(2)即可求出 ψ 和 θ。設刀具參考點 P 相對于固定坐標系 O-xyz 的位置rP=(xP yP zP)T,顯然 zP=z。 對于 3-RPS 機構,當已知動平臺 ψ,θ 和 zP 三個參數時,依據連帶運動分析[7],即可
求出 xP,yP 和 準。
如圖 3 所示, 刀具參考點 P 在固定坐標系中的位置矢量 rP 可通過閉環矢量鏈表示:
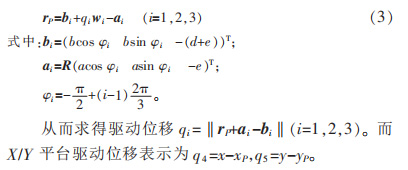
對式(3)關于時間求 1 階導數,建立驅動關節速度與加工軌跡速度信息的映射關系, 并用相同方法建立加速度的映射關系。
3 運動控制平臺設計
3.1 硬件平臺設計
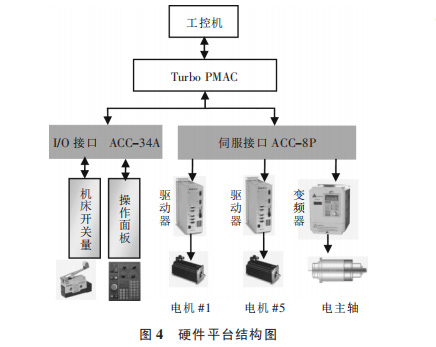
以 “工 業 控 制 計 算 機+可編程 多 軸 運 動 控 制 器(Turbo PMAC)”的開放式結構為核心,采用 標準化總線技術搭建的五軸聯動機床運動控制的硬件平臺如圖4 所示,工控機和可編程多軸運動控制器通過 PCI 總線相連接,構成雙 CPU 的實時、多任務主從控制結構[1]。
機床硬件平臺主要包括伺服驅動系統和 PLC 系統(數字 I/O 量控制系統)。 伺服驅動通過 Turbo PMAC的伺服接口通道實現五軸聯動,PLC 系統采用后臺程序監控掃描 I/O 接口的電平變化,實現操作面板響應、設備啟停、行程限位等邏輯量的控制。
3.2 軟件平臺設計
為實現對五軸聯動軌跡控制、 硬件監控和數據采集,需要建立上位機(工控機)與運動控制器之間的通訊聯系和人機交互操作。
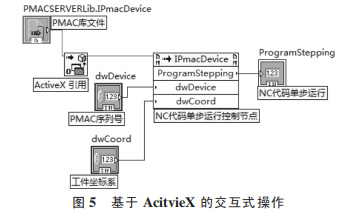
在 LabVIEW 開發環境下, 通過調用 Turbo PMAC的庫文件, 采用 ActiveX 引用節點實時控制機床的單步、點動、中斷等交互式運行操作如圖 5 所示。
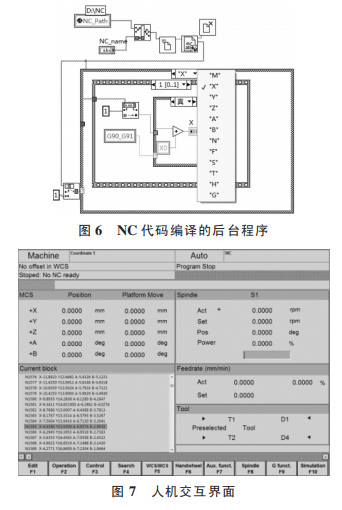
利用 LabVIEW 面向對象編程的靈活性,實現針對五軸加工代碼語法檢測、安全檢測、離線仿真等作用,圖 6 為 NC 代碼編譯的后臺程序。 在 LabVIEW 開發環境下開發出如圖 7 所示針對五軸加工的數控系統人機交互界面,實時采集電機的運動信息,監控電機運行,從而構建運動控制需要的軟件平臺。
4 運動控制策略研究
4.1 伺服驅動控制
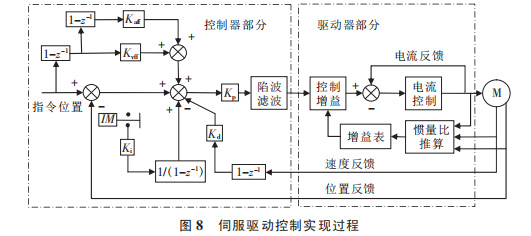
文中所述五軸聯動機床采用美國 DELTA TAO 公司的 Turbo PAMC PCI型控制器和日本三菱公司的MR-J2S-A 型驅動器。圖 8 所示為五軸聯動機床伺服電機的 PID 控制實現過程,Turbo PMAC 控制器中的伺服算法采用 PID+速度/加速度前饋+陷波濾波的控制算法,驅動器負責接收模擬量速度指令,根據實時負載變化進行增益控制調整電流環的力矩輸出指令。 該過程的實現需要進行驅動器參數配置、控制器 PID 參數整定、控制器前饋參數整定 3 個步驟。
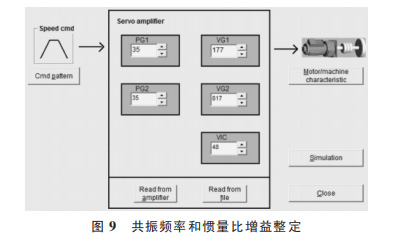
如圖 9 所示,將驅動器置于速度控制模式,選擇自動調整響應方式,同時通過試運行獲取機械共振頻率,根據機械共振頻率預設響應速度,建立用于負載慣量比推算的增益表。
PID 三個基本參數通過階躍響應進行整定, 通常階躍響應的位置階躍值為電機的1/4~1/2 轉 ,TurboPMAC伺服參數整定界面如圖 10 所示。
4.2 軌跡控制
五軸聯動軌跡控制的目的是在滿足精度情況下采用小段直線或圓弧去擬合工件的輪廓, 這種擬合的方法就是插補,實質是數據密化過程[10]。
由于并聯機構刀具在操作空間中的運動是關節空間伺服電機運動的非線性映射(虛實映射),首先根據精度要求及插補周期在操作空間中離散刀具軌跡,然后通過虛實變換將數據轉化到關節空間, 再送入控制器進行精插補,進而驅動平臺運動。 圖 12 為二次插補原理圖[4]。
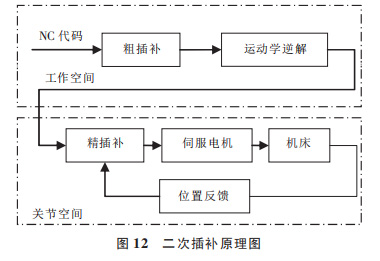
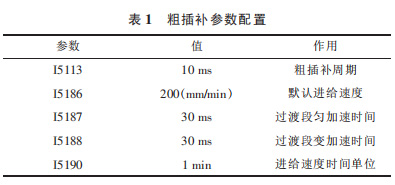
Turbo PMAC 進行粗插補時將給定的 NC 代碼軌跡按時間進行細分,粗插補根據 NC 代碼的模態選擇直線或圓弧插補方式,分段時間(粗插補周期)由專門的變量設置, 為避免運動軌跡混合 時的加速度 沖擊,采用梯形加速度規律進行速度軌跡段的過渡,梯形加速度的勻加速運動時間和變加速 時間由專門變量給定,五軸加工進行的是點與刀具軸線矢 量的同步插補,當點的位置保持不變時,Turbo PMAC 采用預設好的默認進給速度。 表 1 給出了粗插補參數的配置。
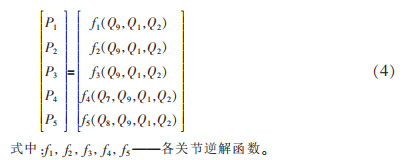
并聯機構的關節空間伺服驅動電機的運動是末端執行器工作空間運動的非線性映射,Turbo PMAC 提供了嵌入式運動學機制,實現復雜的非線性運動學運算。5 個電機的驅動位移分別對應 Turbo PMAC 的全局變量 P1,P2,P3,P4,P5, 工作空間改為工作空間 x,y,z,α,β位置坐標對應 Turbo PMAC 的坐標變量 Q7,Q8,Q9,Q1,Q2。根據文中機構運動學逆解分析,嵌入式運動學逆解可表示為:
精插補依靠 Turbo PMAC 控制卡的 3 次樣條插補算法實現, 將運動學逆解后各關節軸離散點序進一步細分,形成伺服指令,并經伺服大驅動電機工作。
5 實驗
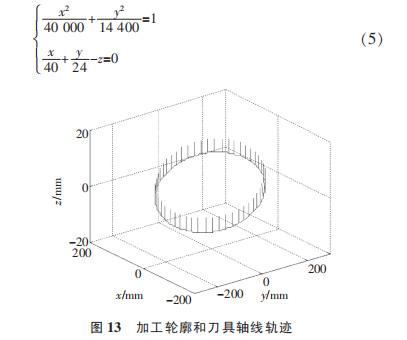
為驗證伺服電機控制參數調節的有效性和軌跡控制的精度, 需要設計五軸加工軌跡代碼實時采集電機的跟隨誤差和加速度, 用加速度檢驗電機控制參數有效性,用跟隨誤差度量軌跡控制精度。給定如圖 13 所示控制點的刀具加工軌跡,加工輪廓為式(5)表示的空間橢圓曲線軌跡,刀具軸線矢量與橢圓曲線所在平面的法向量成固定角度。
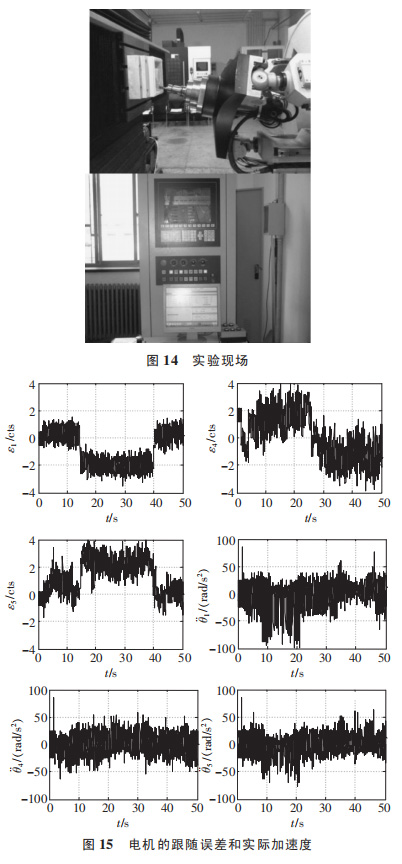
通過 CAM軟件生成加工 NC 代碼導入自主開發的軟件平臺進行編譯、校驗。圖 14 為實驗現場,機床按恒定進給速度加工, 切削件為尼龍材料的方塊, 以50ms 采樣周期實時采集電機的運動信息。考慮到機床并聯機構部分(3-RPS結構)的對稱性,僅分析其中支鏈 1 電機運動信息。如圖 15 所示電機跟隨誤差和實際加速度信息,ε1,ε4,ε5 分別表示支鏈 1,X 平臺,Y 平臺電機的跟隨誤差,θ1,θ4,θ5 分別表示 支 鏈 1,X 平臺,Y 平臺電機的實際角加速度。機床各伺服電機的每圈脈沖數為 10 000,圖 15 表明在高速進給加工時,電機跟隨誤差在 4 個脈沖之內,考慮絲杠傳動和減速比, 反應到末端的輪廓誤差在 1 μm 之內,滿足實驗平臺的軌跡控制精度要求。 電機實際角加速度基本控制在-50~50 rad/s2,未出現明顯角加速度沖擊和震蕩,實驗數據表明伺服電機控制參數調節的有效性。
6結論
以基于 A3 頭的五軸聯動機床為研究對象, 研究了五軸加工平臺的運動控制:
(1)基于矢量鏈方法分析了機床的運動學模型,實時的輪廓加工驗證了運動學模型的準確性。
(2)基于 Turbo PMAC 控制器設計了運動控制的硬件平臺,以 LabVIEW 開發環境開發滿足五軸加工的數控系統人機交互界面。
(3)提出了驅動器增益自整定結合 Turbo PMAC控制器 PID 及速度、加速度前饋的伺服驅動控制策略,通過實驗驗證了伺服參數整定的有效性。
(4)開發了五軸加工平臺首先在工作空間粗插補,然后經過運動學逆解在關節空間精插補的二次插補軌跡控制策略,滿足軌跡控制精度要求。


 首頁
首頁
 產品中心
產品中心
 電話咨詢
電話咨詢
 售后服務
售后服務 售前服務
售前服務 關注公眾號
關注公眾號