振動嚴重影響細長軸的加工質量 , 由于細長軸類長徑比大、剛性差 , 故很難控制其切削過程產生的振動。本文從振動的角度對細長軸切削時變形情況進行了分析,建立其振動的數學模型,并提出運用水射流輔助支撐來控制細長軸在切削過程中的振動。最后,對細長軸在有無水射流輔助支撐作用下進行了試驗對比分析。結果表明,水射流輔助支撐可很好地控制細長軸加工振動,為提高細長軸的精度提供理論指導。
低剛度細長軸在人們的生活中和裝備制造業中有著廣泛的應用,但往往會因為其具有的特性影響其推廣,如細長軸在加工過程中因切削力的作用而容易產生振動誤差,該振動嚴重影響工件的加工質量,有時候還影響加工過程,使得加工中斷。針對細長軸加工時產生振動的現象,國內外專家進行了相關研究 [1]。Altinas[2] 和 Budak[3] 等對工件切削加工過程中的穩定性進行研究,提出工件加工過程中振動穩定區域的預測模型,可以通過該模型求解出工件加工時的極限切削用量,有效地減小工件的振動。Weck[4] 通過對機床的固有動態特性進行研究,可避免工件加工振動。Seguy等 [5] 分析細長軸在外載荷作用下的各階模態和諧響應振動,建立細長軸在移動外載荷作用下的振動尺寸誤差。Merdol 等 [6] 和 Thevenot 等 [7] 分析不同的切削用量對細長軸振動的影響,建立其加工過程在外載荷作用下穩定性模型。Campa 等 [8] 考慮刀具和細長軸之間相互耦合的作用,建立了三維動力學的切削穩定性模型,
從而實現細長軸的精加工。
本文將水射流技術運用到細長軸切削加工,通過運用水射流輔助支撐細長軸來提高其剛度,從而減小細長軸在加工過程中的振動。
1? 射流沖擊模型
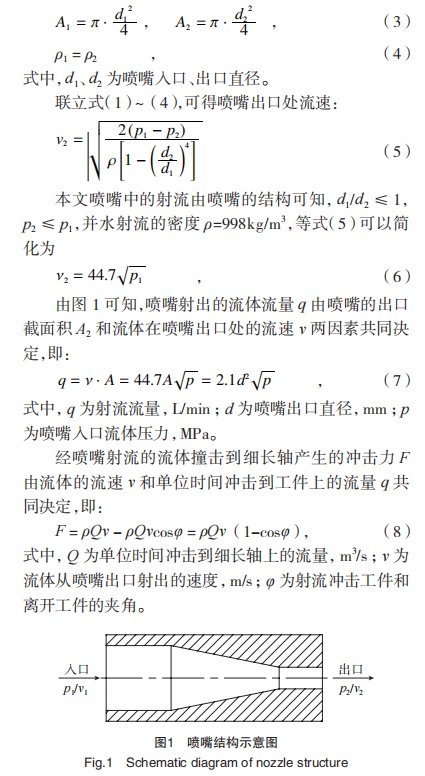
本文中的射流由噴嘴射到空氣中屬于非淹沒流體,射流由噴嘴的入口端流入,出口端流出,如圖 1 所示。假設流體在噴嘴中連續流動并不可壓縮,應用粘性流體的伯努利方程可以將流體表示為
[9-11]:
式中,p1、p2 為流體流過噴嘴入口、出口流體產生的壓力;v1、v2 為流體流過噴嘴入口、出口的均速;ρ1、ρ2 為流體流過噴嘴前、后的密度。射流在噴嘴中流動可簡化成流動參數只在某個方向有變化而其他方向的變化忽略不計的一元流動問題,并射流在噴嘴中連續流動,即可得下式:
ρ1·v1·A1 = ρ2·v2·A2 ,(2)
式中,A1、A2 為流體流過噴嘴入、出口截面的面積。本文中噴嘴橫截面為圓形,則噴嘴入、出口截面的面積 A1、A2 可以表示為
2? 細長軸振動動態特性分析
2.1 細長軸加工力學模型
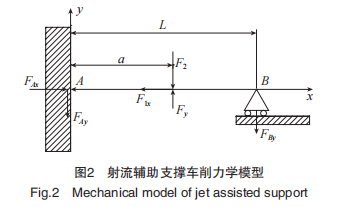
細長軸切削加工過程主要外載荷為其受到的 x、y、z 方向的切削力,分別為軸向切削力 Fx、背向力 Fy、主切削力 Fz。根據相關文獻可知,上述各個方向的切削分力都會引起細長軸產生振動和變形等尺寸誤差,而且背向力 Fy對細長軸產生尺寸誤差的影響遠遠大于軸向切削力 Fx和主切削力 Fz 產生的尺寸誤差。故本文僅分析和建立細長軸在 xoy 平面的受力模型。
本文中細長軸采用的裝夾方式為頂針式。根據該裝夾方可知細長軸的受力模型可以簡化成工程上的超靜定梁問題,簡化后的受力模型如圖 2 所示。卡盤對細長軸的約束可以簡化為 FAx、FAy 和彎矩 MA ;車刀在 xoy平面對細長軸產生的切削分力簡化為 F1x、Fy;射流對細長軸產生的沖擊力簡化為 F2 ;頂針對細長軸的約束簡化為支座約束反力 FBy。
細長軸加工過程背向力 Fy 是使其產生振動變形的主要原因。根據相關參考文獻知,背向力的經驗公式為:

式中,ap、f、 vc 分別為切削背吃刀量、進給量、切削速度;CFy 為工件材料對切削力影響相關系數;KFy為不同加工條件對切削力影響的相關系數;xFy、yFy、nFy分別表示公式(9)中背吃刀量、進給量、切削速度的指數。
2.2 細長軸徑向振動分析
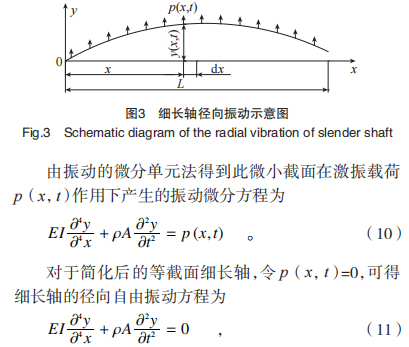
細長軸在切削加工時易發生徑向振動,如圖 3 所示,取細長軸上任意微小截面 dx,在 t 時刻,此微小截面受振動而產生的位移為 y(x,t),單位長度上受到的激振載荷為 p(x,t) 和外力矩為 m(x,t)。
式中 : ρ 為細長軸的密度 ; A 為細長軸橫截面積 ; E 為細長軸的材料彈性模量 ; I 為細長軸截面對中性軸的慣性矩。
由細長軸的徑向振動基本理論,通過運用分離變量法,將式(11)用 x 的 Y(x)與 t(x)的諧函數的積分表示,其振動的固有頻率可用 w 表示,即y (x, t) = Y (x) (A cos wt + B sin wt) 。(12)將本文中的細長軸視為等截面梁,則式(12)的通解為Y(x) = C1 sin βx + C2 cos βx + C3 sinh βx + C4cosh βx 。(13)
細長軸在切削加工過程中采用的裝夾方式為一夾一頂,可得出細長軸加工時的主振型函數為
Yi(x) = C4 【cos βlsin βix ? cos βix ? cot βilsinh βix + cosh βix】i =1,2,3 ,(14)
其中
因此,采用水射流輔助支撐細長軸切削加工可有效的降低其在加工過程中的振動,可使細長軸的表面精度提高。
3? 試驗
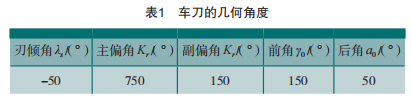
為了驗證本文提出的以射流輔助支撐抑制細長軸振動的有效性,分別選兩組細長軸分別進行有無射流輔助支撐加工的實驗。細長軸的毛坯尺寸為 ,材料為 45 號鋼。試驗中采用的加工參數如下:背吃刀量ap=0.2mm,進給量 f =0.1mm/min,切削速度 Vc=60m/min ;切削液射流發生系統中的參數如下:泵壓為 P=6.5MPa,噴嘴直徑d=2mm,噴距 L=1mm;采用的刀具是硬質合金車刀,刀具具體幾何角度如表 1 所示。
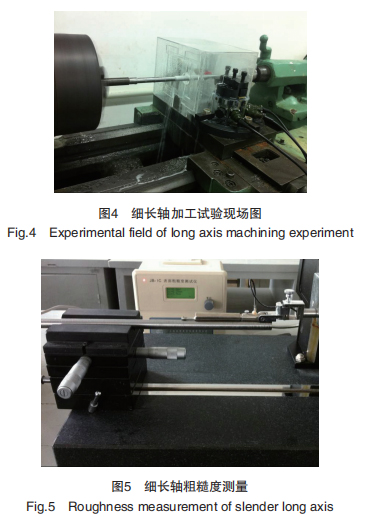
本文首先任選一組細長軸進行普通車削加工,加工完成后采用 JB-1C 型粗糙度測量儀對其初始端及中間位置的表面進行粗糙度測量;再將細長軸按照本文提出的射流輔助支撐方法進行加工,車削加工完成后同樣其在同一位置進行粗糙度測量,測得的結果分別由打印機打印出來。細長軸加工試驗現場圖如圖 4 所示,粗糙度測量圖如圖 5 所示。
從表面粗糙度的測試報告可知,無射流支撐時細長軸在初始端和中間位置的表面粗糙度分別為 4.687 、5.917 ,有射流支撐時細長軸在初始端和中間位置的表面粗糙度分別為 3.789 、4.058 ,由于細長軸初始段用三角卡盤進行裝夾,故其比中間位置處的剛度大,振動小,表面粗糙度小。上述表明水射流輔助支撐可以提高細長軸的剛度,從而有效地控制其振動,使細長軸的粗糙度得到了較好的改善。
4? 結論
本文針對低剛度細長軸在切削加工過程中因切削力作用而容易產生振動尺寸誤差,將水射流技術應用到細長軸柔性輔助加工,以此提高細長軸的剛度抑制其振動尺寸誤差,并通過研究了細長軸在水射流輔助支撐作用時的振動特性,獲得細長軸輔助支撐時受切削力的響應方程,從理論上驗證了水射流輔助支撐可很大減小細長軸的振動。最后,通過試驗驗證水射流輔助支撐技術可有效地提高細長軸的剛度和加工精度。



 首頁
首頁
 產品中心
產品中心
 電話咨詢
電話咨詢
 售后服務
售后服務 售前服務
售前服務 關注公眾號
關注公眾號