設計基于PC機和運動控制卡的多軸聯動石材橋切機控制系統,自動提取繪圖交換格式(DXF)文件 的圖形信息,采用直線擬合法加工輪廓曲線,實現刀具的自動化加工,并用C#語言自動生成機床常用的數控 G代碼和運動控制卡代碼(Galil代碼).通過 VeriCut軟件仿真及軟硬件的實機測試表明:G 代碼成功地用于 機床仿真加工,Galil代碼成功地用于機床實驗平臺自動化空載運行,且實現了圓盤鋸加工圓弧和橢圓輪廓。
隨著石材產品的需求量逐漸增加[1-2],石材產品朝著異型化、復雜化發展,從而推動了石材加工設備
的多功能化、自動化、數控化[3-6]。設計多功能、高效率、高自動化、加工范圍廣的石材數控橋切機,是石材加工行業發展的迫切要求[7-8]。國外已將傳統普通橋切機升級為多功能、數控橋切機,實現圓鋸片在XY平面360°回轉和鋸片擺頭功能[9-10]。金成毅等[11]采用可編程邏輯控制器(PLC)控制系統實現了石材分片自動切割,此系統只用三軸進行直線切割,是目前國內石材行業普遍采用的切割方式。劉玉梅[12]采用PC+RTX()+I/O 卡結構,使用 VC++ 開發三軸數控系統,然而,該系統只用銑刀進行簡單異型板材輪廓加工,加工范圍有限。文獻[13-14]采用 PC+運動控制卡結構,使用 VC++ 開發四軸數控系統,但這些討論只針對圓弧輪廓。針對上述問題,本文設計了石材橋切機控制系統,使用直線擬合法[15-17]以加工小線段的形式進行曲線輪廓加工;同時,使用 C#語言編程,生成刀路 G 代碼用于 VeriCut軟件進行機床仿真,生成 Galil代碼用于下載到運動控制卡進行機床走刀。
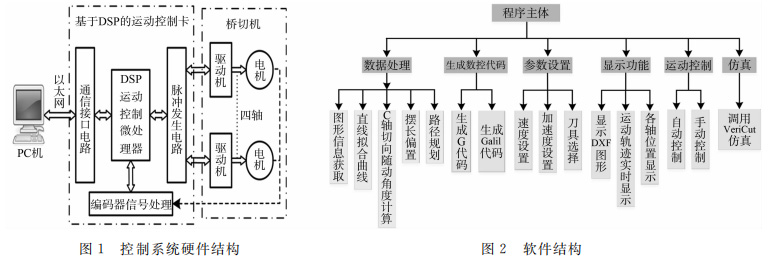
1 控制系統結構
四軸橋切機設計控制系統硬件主要由PC機、Galil-DMC運動控制卡、安川∑-Ⅴ系列伺服驅動器和
伺服電機等電器部件組成。該硬件結構具有器件少、電氣線路少、組建方便等優點,如圖1所示。
利用C#語言實現面向對象和模塊化的設計。C#語言具有易用、少出錯、垃圾收集自動內存管理的
功能,可提高開發效率,縮短開發周期[18-19]。軟件結構系統主要分為6大模塊,如圖2所示。
根據方程(1)或方程(2),θi 從θS 開始到θE,每隔 Δθ取值,即θi=θS+i·Δθ(i=0,1,2,…),計算得圓弧和橢圓上的點坐標(x(θi),y(θi)),用一系列小線段逼近整個圓弧或橢圓。
2.2.2 擬合誤差分析 圓弧擬合誤差,如圖4(a)所示.Δθ角對應圓弧AB,OD 是∠AOB 的角平分線,
R為圓弧半徑,線段AB擬合圓弧的誤差為弓高誤差|CD|.由幾何關系,誤差計算式為
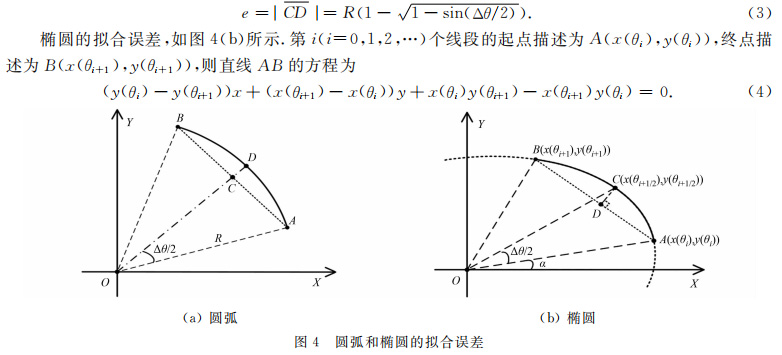
計算最大弓高誤差需找到一條與線段犃犅 平行的直線,該直線與橢圓在弧犃犅 段的切點到直線犃犅的距離即為最大弓高誤差,但該方法計算較為復雜.采用圖4(b)中的CD線段長度來近似最大誤差,其中,點C(x(θi+1/2),y(θi+1/2))是∠犃犗犅 的角平分線與橢圓的交點,|CD|為點犆 到線段AB的距離。由于橢圓在長軸端點處的曲率最大,可知在此處的弓高誤差最大.因此,取θS=0,i=0,誤差計算式為

由式(3),(5)可知,圓弧半徑犚 和橢圓方程一定時,Δθ取值越小,則擬合誤差e越小。
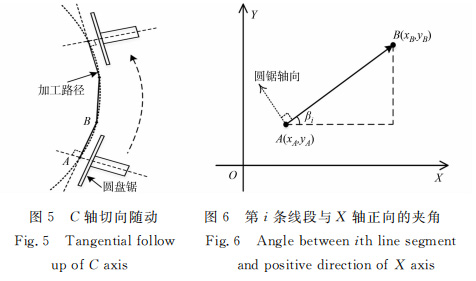
2.3 C軸切向隨動角度計算
使用圓盤鋸加工圓弧,需使圓盤鋸的軸向與圓弧上每一點的切線方向保持垂直,即C軸跟隨刀具的切向而轉動,稱為C軸切向隨動.用小線段擬合圓弧之后,圓盤鋸的軸向要與路徑上的每一段小線段保持垂直,如圖5所示,這就需要計算犆軸在第i條小線段的切向隨動角度Ci。
在機床系統中,C軸旋轉角度的0位置在X軸正向,向Y軸正向旋轉為正角度,線段AB與X軸正向沿逆時針方
向所成的角為βi,如圖6所示,C軸正向旋轉βi角 度,則圓盤鋸軸向與AB平行,要使圓盤鋸軸向與AB垂直,C軸需正向繼續旋轉90°,即Ci=βi+90°。
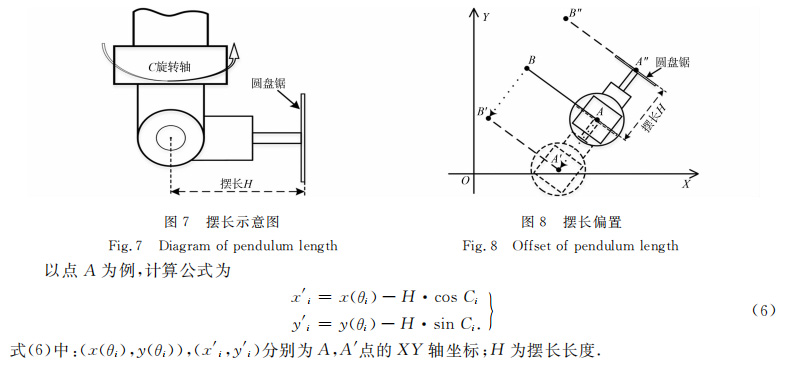
2.4 圓盤鋸擺長偏置
為了加工目標軌跡AB,由于擺長(圖7)的存在,圓盤鋸實際加工軌跡是A″B″。因此,需對AB的坐標平移一個擺長的距離,把AB平移到A′B′,如圖8所示。
3 G代碼和Galil代碼的生成
系統的G代碼是根據FANUC 系統的 G 代碼格式并使用C#語言編程生成的。對于銑刀刀具路徑,將節2.2計算得到的點坐標按照相應的代碼(如 G01,G02,G03)格式重構。對于圓盤鋸路徑,將偏置后的數據和C軸切向隨動角度用相應的代碼(如 G01,G02,G03)格式重構;再加上公英制代碼(G20,G21)、工件坐標系代碼(G54)、刀具選擇代碼(T)、主軸正反轉及停止代碼(M3,M4,M5)、主軸轉速設定代碼(S)、進給速度設定代碼(F),以及其他輔助代碼,即可生成完整的數控加工程序代碼。
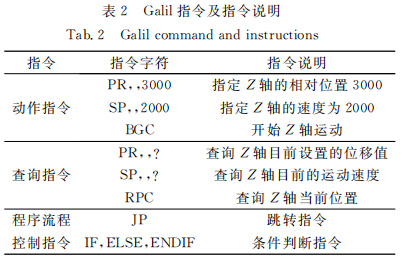
Galil代碼是 Galil運動控制卡使用的加工指令,指令從功能區分可以分為動作指令、查詢指令和程序流程控制指令。部分指令及說明(Galil代碼中的A,B,C軸分別對應于機床的X,Y,Z 軸),如表2所示。 對于銑刀刀具路徑,同樣將節2.2計算得到的點坐標按照相應的代碼(如 PA,PR,CR)格式重構。對于圓盤鋸路徑,將偏置后的數據和C軸切向隨動角度用相應的代碼格式重構,再加上速度、加速度、延時等輔助功能指令,即
4 仿真與實驗分析
采用仿真加工對生成的路徑代碼進行驗證,以便提前發現并改正錯誤,減少實際加工中因反復試切
造成的浪費和刀具損壞,采用 VeriCut軟件搭建四軸機床仿真模型,使用“fan0m.ctl”控制系統文件,調
用 VeriCut軟件加載節3中生成的數控程序(G 代碼),分別以銑刀路徑代碼和圓盤鋸路徑代碼為例進行加工仿真,仿真結果如圖9所示。
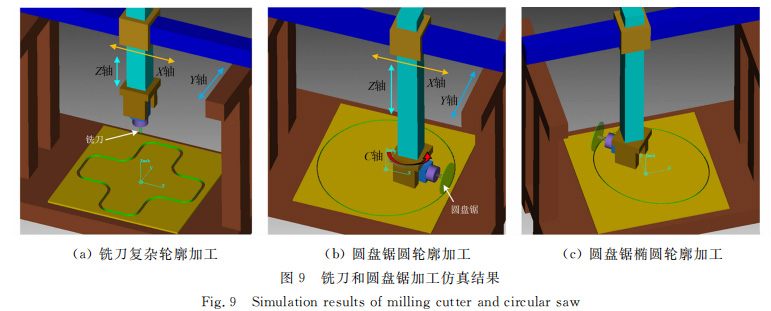
圓盤鋸路徑仿真中,圓盤鋸的半徑設計為150mm,板材(毛坯)厚度設為15mm,圓的半徑R=800mm,Δθ=0.05°,由式(3)計算得擬合誤差e=0.175mm.橢圓的中心點坐標 O′(100,100),長軸 RL =800mm,短軸犚S=650mm,傾斜角α=135°,Δθ=0.05°,由參數方程(2)和式(5)計算得橢圓的最大擬合誤差e=0.243mm,若要使擬合誤差更小,只需將 Δθ取更小的值。
由仿真結果可知:利用生成的 G 代碼,銑刀和圓盤鋸都可以加工出目標圖形輪廓;且圓盤鋸加工過程中,實現了C軸切向隨動,Δθ取更小的值可以滿足更高的的機床精度要求求。
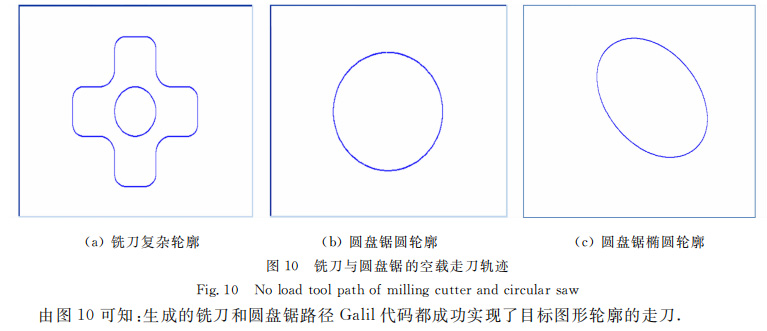
使用PC機、運動控制卡和機床搭建實驗平臺,將節3中生成的 Galil代碼下載到運動控制卡,驗證軸聯動運行情況.實驗初期,讓機床空載運行并采集電機編碼器信號,將加工路徑實時顯示,其空載走刀軌跡如圖10所示
5 結束語
設計基于PC機和 Galil運動控制卡的石材橋切機控制系統,實現了提取 DXF圖形信息并顯示、小線段擬合復雜輪廓曲線、C軸切向隨動、擺長偏置等處理,并對擬合誤差進行分析計算,分別生成銑刀和圓盤鋸刀路G代碼和 Galil代碼,仿真加工和機床空載走刀結果證明了系統的可行性和直線擬合法的有效性。更進一步來說,該系統實現了圓盤鋸加工圓弧和橢圓輪廓,對于采用圓盤鋸加工其他形式復雜曲線的研究具有一定的借鑒意義和參考價值。


 首頁
首頁
 產品中心
產品中心
 電話咨詢
電話咨詢
 售后服務
售后服務 售前服務
售前服務 關注公眾號
關注公眾號