

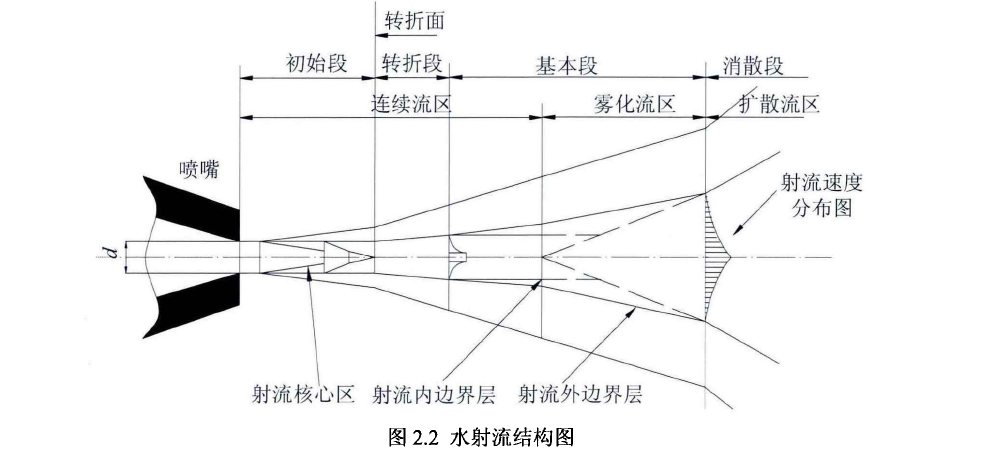
磨料水射流經由噴嘴射出進入空氣中分為四個階段:初始射流核心區、射流速度稍減且些許擴散的轉折段、射流速度逐步減小的基本段以及與空氣等融合的消散段。其具體射流結構如圖2.2所示。
初始階段的高速集中射流段毋庸置疑是切割加工的首選,射流核心區域的射流速度大小以及集束性決定了切割深度以及切割質量。對于磨料射流切割深度方面的研究,目前被廣泛認可的有Hashish提出的射流切割深度模型以及隨后Zeng和幻Kim在實際應用中總結出的經驗模型,分別如式2-1及2-2所示。
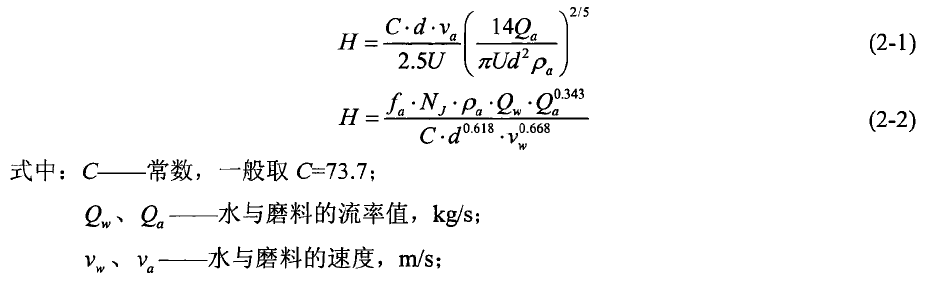
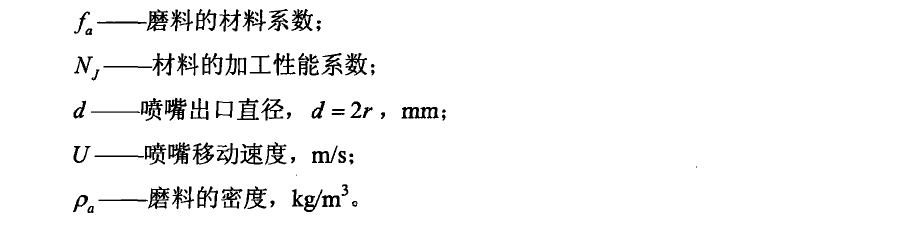
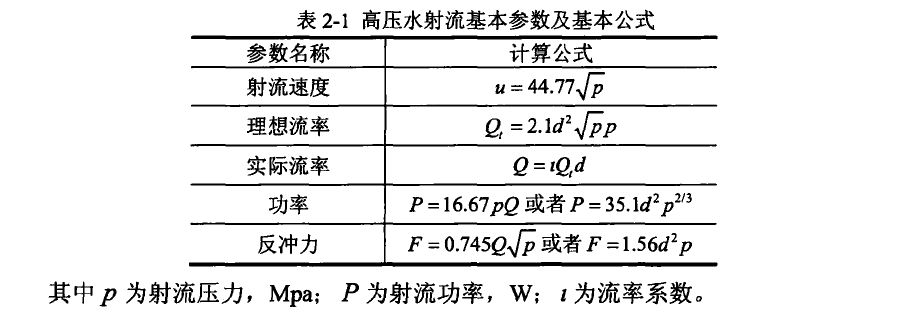
從以上兩個模型中可以看出,相對于Hashish的切割模型,Zeng和Kim的經驗模型中考慮了切割材料的因素,二者共同指出了出口直徑、核心區的磨粒速度以及磨粒流率對切割深度的影響。總結可知,入口壓力、噴嘴自身結構參數、磨料與水的流率等是保證切割質量的主要參數。表2-1為本文總結的部分基本參數的對應的計算公式。
 首頁
首頁
 產品中心
產品中心
 電話咨詢
電話咨詢
 售后服務
售后服務 售前服務
售前服務 關注公眾號
關注公眾號