

一般來講,磨料水射流的功率隨著水壓的提高而線性增大。這意味著更高的水壓可以提高磨料水射流的加工速度。將水壓從400MPa提高到440MPa,磨料水射流的切割速度可增加大約10%。但是較高的水壓必然導致設備價格高昂和使用成本的上升。鑒于懸浮式微磨料水射流的能量密度是引入式磨料水射流的4}-5倍,考慮到設備器件的實用性和可靠性,微細加工磨料水射流的壓力一般在70MPa左右。
無論哪種形式的微磨料水射流,都要求相對穩定的水射流流量。這就是說高壓水泵的壓力波動要小。對微磨料水射流來講,其壓力脈動的要求更高。
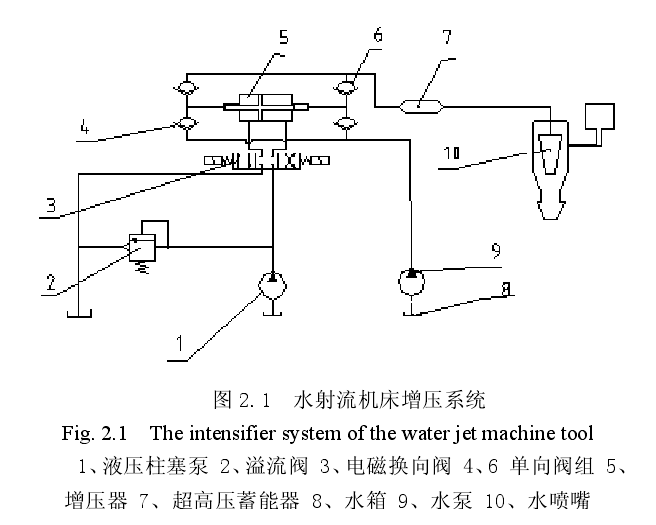
該水射流切割機床采用增壓缸式超高壓發生器,如圖2.1所示。該系統由液壓油回路和高壓水回路組成。柱塞泵1輸出壓力油,經三位四通換向閥3左位進入增壓缸5右活塞腔,同時增壓缸5左活塞腔的液壓油經換向閥3左位回油箱,增壓缸活塞在壓力油作用下左行。一方面,增壓缸內的柱塞對增壓缸左側的水介質進行增壓,超高壓水經單向閥4、蓄能器7從噴嘴10噴出;另一方面,補水泵將低壓水經由單向閥組6注入增壓缸右側的超高壓缸內。當活塞左行至行程終點時,霍爾接近開關發出電信號,電磁換向閥3換向至右位,增壓缸活塞反向(向右)運動,并對右側超高壓缸內的水介質進行增壓,高壓水經單向閥組6進入蓄能器7并從噴嘴10噴出。如此往復,則形成連續高速水射流。
 首頁
首頁
 產品中心
產品中心
 電話咨詢
電話咨詢
 售后服務
售后服務 售前服務
售前服務 關注公眾號
關注公眾號