

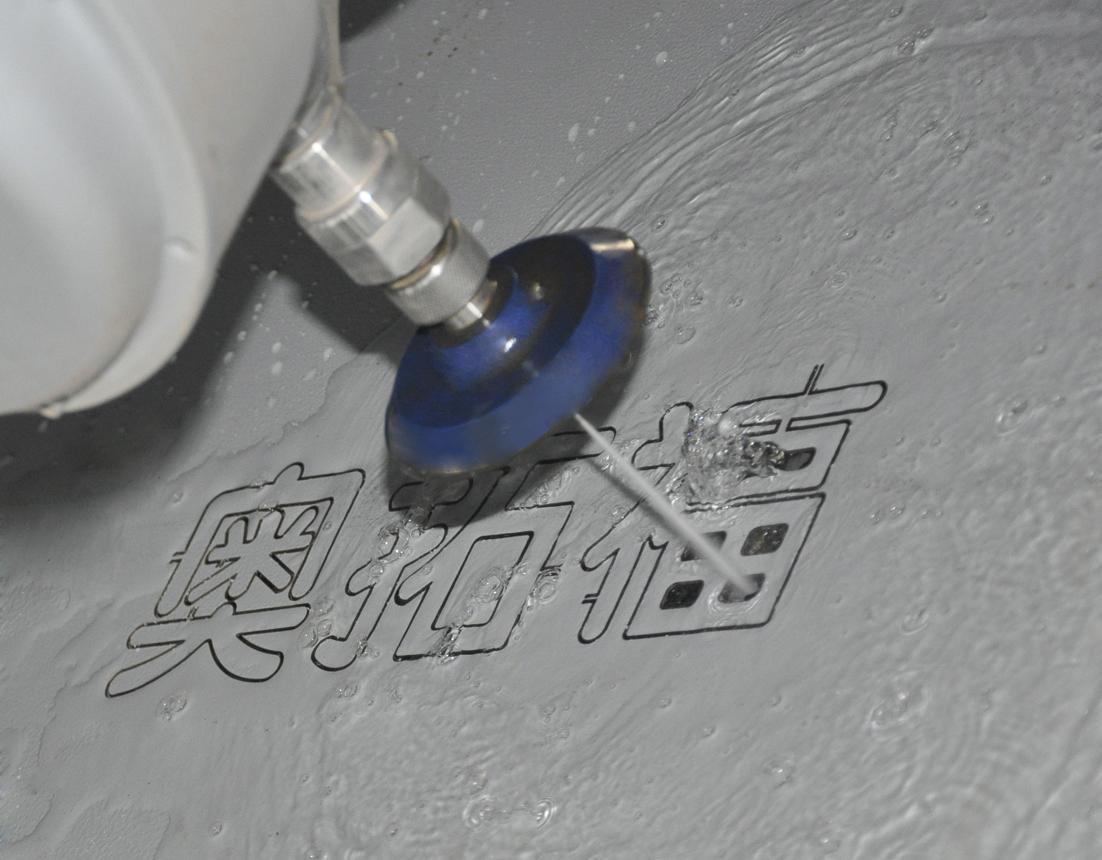
高壓水射流切割,俗稱“水刀切割”,是近幾十年來發(fā)展起來的一項新技術(shù),是以水為介質(zhì),經(jīng)高壓發(fā)生裝置使水獲得巨大的動能,通過特定形狀的噴嘴噴射出具有極高能級密度的射流。具有清潔、無熱效應(yīng)、能量集中、易于控制、效率高、成本低、操作安全方便等優(yōu)點。 水刀切割不使用有毒氣體或液體,不會產(chǎn)生有毒的物質(zhì)或蒸汽。水刀切割表面不留任何HAZ或機(jī)械變形。它是一種真正的多功能、高效率冷切割技術(shù)。水刀已經(jīng)證明自己可以完成其它技術(shù)無法處理的工作。從在石材、玻璃和金屬上切割極薄的細(xì)節(jié),在鈦合金上快速鉆孔,切割食品、直至對飲料和溶液進(jìn)行殺菌消毒,水刀已經(jīng)證明了它獨(dú)一無二的價值。 通常金屬材料均可在鉆床之上用一般刀具鉆孔,但是在超硬材料、復(fù)合材料、脆性材料之上鉆孔;通常工藝不易構(gòu)建,水射流鉆孔則有其特定的優(yōu)越性。水射流鉆孔的幾種方式:單束射流;為扇形射流;磨料中進(jìn)的多束平行流射,多束交叉射流;多束擴(kuò)散射流;攝入喉管的多束交叉射流;多束轉(zhuǎn)動射流;單束磨料轉(zhuǎn)動射流;雙束磨料射流。 所有這些方式可歸為三大類: 1、水射流可直接作用至整個鉆削面,因而鉆孔不需轉(zhuǎn)動,這種方式因無運(yùn)動件,因而也最直觀,同時噴頭可伸人工件外部,射匱必須具備充足且均布的能量,相對小直徑孔可以這種方式。 2、轉(zhuǎn)動扇形射流或多束小直徑射流,這一方式要求的噴頭結(jié)構(gòu)復(fù)雜,且須細(xì)心選取射流能量的徑向分布。 3、旋轉(zhuǎn)切割頭之內(nèi)的單束射流(擺動或轉(zhuǎn)動),以便掃過整個作面。 由于水刀的加工任務(wù)和范圍各不相同,但是對某些加工作業(yè)若選取適當(dāng)?shù)募庸し椒ê驮O(shè)定恰當(dāng)?shù)墓r參數(shù),不僅能大大提高加工速度,還能在被切割駕照零件的性能保障、材料損耗、設(shè)備投資等諸方面獲得豐厚的收益。
 首頁
首頁
 產(chǎn)品中心
產(chǎn)品中心
 電話咨詢
電話咨詢
 售后服務(wù)
售后服務(wù) 售前服務(wù)
售前服務(wù) 關(guān)注公眾號
關(guān)注公眾號