

1、在水刀加工中,錐度是指切口頂部的切口寬度與切口底部的切口寬度之差。典型的水刀切割具有輕微的錐度,最常見的類型是V形錐度。之所以產生這種錐度,是因為當噴射流切入材料的深度越來越大時,它會損失一些切割能量。與在射流離開的切口的底部相比,在射流進入材料的切口的頂部去除的材料略多。V形錐度通常與快速切削相關。通常,噴嘴速度越大,錐度越明顯。
2、對于許多切割作業,無需減少水刀切割所固有的少量錐度。在某些情況下,您甚至可以利用錐度來發揮自己的優勢,例如,交替使用兩個零件的頂部,這樣一個錐度就抵消了另一個錐度,從而實現了非常緊密的配合。但是對于高精度工作,或在切削必須沿著加工邊緣與其他零件接合的較厚零件時,消除錐度至關重要。降低加工速度通常可以減小V形錐度,但不能總是將其減小到足以滿足指定公差的程度。而且,緩慢的切割速度并不是在最短的時間內以最高的精度制造完整零件的最佳方法。
3、把薄的材料堆在一起切割,減小錐度當你要切割很薄的材料時,你可以把它們疊起來切割,以減少錐度。
4、使用新的沙管和寶石良好的沙管和寶石都可以減小錐度
5、使用質量最好的沙子質量不好的沙子,它的粒子尺寸在很大范圍上都有所不同,這樣會產生邊緣的不平和增大錐度
6、用小尺寸的寶石和沙管這是因為水射流的直徑也變得很小,對水柱周邊的影響力也較少。
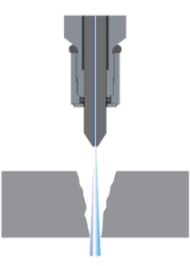
7、使用傾斜頭用五軸可傾斜補償切割頭,幾乎可以切底地解決工件切割不垂直問題,它只是使切割下來的另一部分傾斜角度更大,而且切割速度一樣快。
8、刀頭用較低的定位沙管越靠近材料,水射流就會較少的擴散,這樣錐度就會減小了7 用合適的速度切割慢速度切割沒有什么V型錐度,電腦控制器可掌握好合適的速度, 這樣可以在一些路徑上調整減小錐度。
9、無需傾斜頭也可以減少錐度的方法要減小V形錐度,請減慢切削速度。要減少反向錐度,請提高切削速度。堆放薄材料。錐度通常在厚度小于1/8英寸(3毫米)的材料中最明顯。使用較低的支架。噴嘴距離物料越近,噴射流擴散的越少,產生的錐度就越少。使用最優質的研磨劑。較低質量的磨料往往具有較小的一致粒度。不同的粒徑會增加錐度。確保Z軸在X和Y方向上均垂直于材料。如果Z軸成微小角度,則會產生菱形錐度。
 首頁
首頁
 產品中心
產品中心
 電話咨詢
電話咨詢
 售后服務
售后服務 售前服務
售前服務 關注公眾號
關注公眾號