

水射流激光復合切割就是將水射流和激光切割結合起來進行的復合加工方法,是屬于激光化學復合切割的范疇,這里的水射流不同于水射流切割的水射流,其壓力遠遠小于水射流切割的壓力。低壓水射流激光復合加工與水導激光復合加工也不一樣,水導激光復合加工時激光束在水射流射流中發生若干次全反射,最終達到加工表面。水導激光加工技術具有加工距離長、熱影響區小、熔渣少、加工效率高等優點,在很多加工領域得到了應用 。
水射流激光復合加工系統可以大大減少復合加工的成本,而且使用也很方便,其切割加工示意圖如圖2-2。首先激光熱量將材料加熱至材料發生熔化或者是蒸發,材料隨著同軸輔助氣體的作用下迅速被吹除,水射流3的引入可以加快受熱材料的冷卻,除此之外水射流的沖擊作用還可以高效地去除熔化或蒸發的材料。隨著工作臺的移動,移動方向如圖2-2中的4,陶瓷片1和激光束發生相對運動,切割得以進行。切割過程中,需要保證水射流入射點和激光照射點的相對位置,一般情況下,水射流的入射點稍滯后于激光的照射點,這樣不僅減少了水射流對激光熱量的吸收,也可以保證在激光燒蝕的區域得到完全熔化或蒸發,隨著工作臺的移動,水射流能夠及時對熔融的材料進行沖蝕。
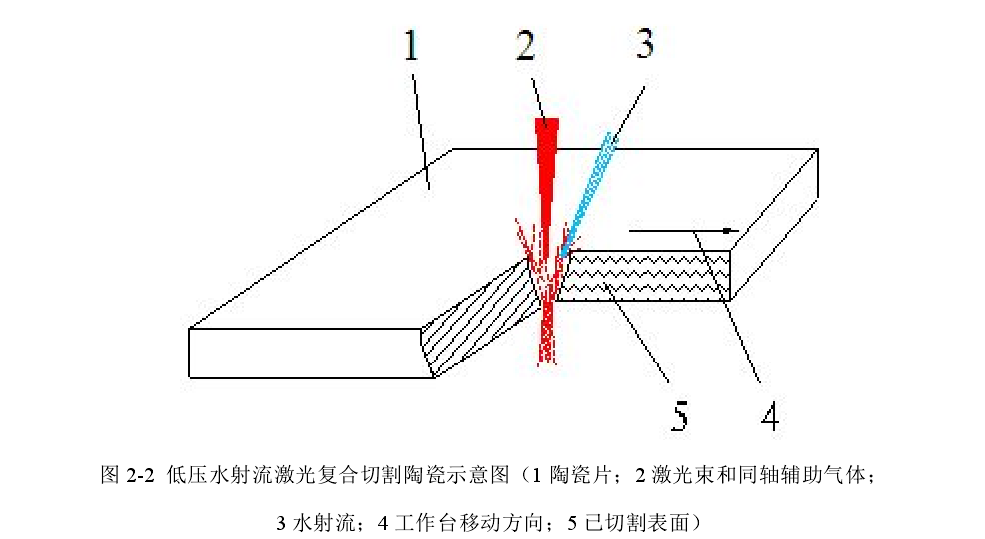
在切割過程中,己切割表面很難達到光滑表面,都會形成具有一定粗糙度的表面,尤其是切割速度較低時,由于側向燃燒,易在切縫內形成皺紋。圖2-2中,5就表示在復合切割過程中所形成的的粗糙不平的切割表面。激光在切割過程中所要加工的材料必然會發生熔化或蒸發,當激光瞬時能量較大時,發生蒸發的材料會多于熔化的材料,蒸發的材料在離開材料表面時會帶走一部分熔融的材料,其余熔融的材料會在水射流沖擊作用下被帶離燒蝕區域;當激光瞬時能量較小時,發生蒸發的材料會少于熔化的材料,大部分熔化的材料就需要靠水射流的沖擊作用離開被加工材料表面,此時如果水射流的沖擊作用不夠大,沖蝕范圍不夠廣,就會造成大量的熔融材料滯留在被加工材料的表面,這些滯留的熔融材料就構成了切割截面不平整的狀況,也就是圖2-2中序號5所示的情況。
 首頁
首頁
 產品中心
產品中心
 電話咨詢
電話咨詢
 售后服務
售后服務 售前服務
售前服務 關注公眾號
關注公眾號