數控水刀裝置系統,可以廣泛地應用于各種金屬和非金屬材料的切割加工,而且能夠實現機械切割設備難以實現的特種曲線加工,特別是其人機交互性能良好、工作壓力和切割比能耗較低 整套系統成本低廉等優點,在石材切割加工方面具有很好的應用發展前景。
1 引 言
高壓水射流切割裝置簡稱水刀,在我國華東、華南等地區利用水刀對石材進行切割比較多目前國內生產的水刀設備,都采用的是后混合式磨料水射流形式,所需工作壓力一般都在300MPa以上噴嘴磨損也較快,整套設備成本較高;而且,人機交互性能差,設備操作復雜,圖形處理比較困難,對操作人員素質要求較高,從而限制了高壓水射流切割技術在我國的廣泛推廣應用。
結合國家自然科學基金重點項目 經過對固體磨料在振蕩流中的混合機理及脈沖磨料水射流的研究,發現磨料在脈沖狀態下的能量交換和加速效果明顯優于一般磨料水射流,從而提高了切割能力和效率。本文將介紹作者研究的高壓水射流切割裝置系統多功能數控自激振蕩脈沖磨料水射流切割裝置系統(簡稱數控水刀)。
2 軟 硬件系統裝置
2.1硬件系統裝置
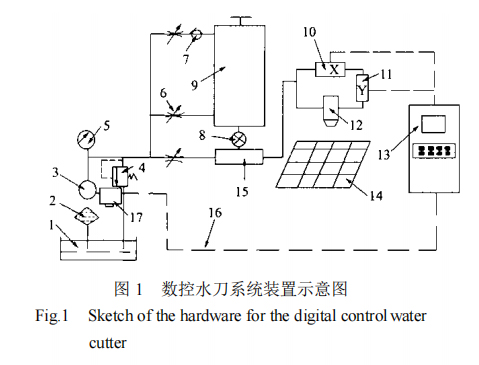
數控水刀系統裝置如圖1 所示,由脈沖噴嘴12、切割臺14、數控柜13、步進電機10,11 和高壓磨料罐 9 、三缸柱塞泵3、溢流閥4、等主要部件以及壓力表5、混合室15、閥件6,7,8以及高壓軟管和管接頭等附屬配件組成。
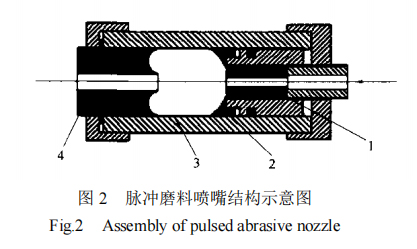
其中,脈沖磨料噴嘴如圖 2 所示主要由上、下游噴嘴1,4和碰撞壁2、振蕩腔3組成。
數控柜由計算機一臺、計算機數據采集卡、I/O卡、固態繼電器板、繼電器和控制面板等組成。
其工作原理如圖 1 所示,從高壓泵出來的高壓水流,一股通往磨料罐的上部;一股經節流閥后流入磨料罐底部,使磨料流態化;以便注入到高壓水流管路中去;一股通往混合室。磨料在靜水壓力和自重的聯合作用下通過供料閥進入混合室,經節流閥流入混合室的高壓水流,在混合室與磨料充分混合后,經管路至噴嘴內的振蕩腔,在振蕩腔內產生脈沖振蕩,由下游噴嘴噴出,形成脈沖磨料水射流。
通過在適當振蕩頻率下進行振蕩激勵,可有效地促進射流剪切層渦環發育長大和渦漩配對,有利于促使磨料粒子向射流中心聚集,使得磨料粒子在射流束中心呈團狀分布,既提高了沖蝕切割效果,降低了泵壓,又減少了磨料對噴嘴的磨損,延長了噴嘴的壽命。
X 軸和 Y 軸步進電機、高壓水泵和閥等的操作由數控柜控制。噴嘴固定噴嘴架子上,X 軸步進電機驅動 X 軸絲桿旋轉,絲桿帶動噴嘴架子在 X軸導軌上滑動,而 X 軸導軌又固定在 Y 軸滑座上,通過 Y 軸滑座在 Y 軸導軌上滑動來實現噴嘴架子的 Y向移動。這樣,噴嘴就可以實現在二維平面內沿任意指定的軌跡移動,完成預先設計圖形的切割。
2.2 數控軟件系統
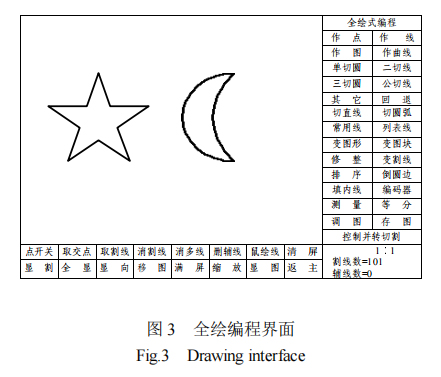
整套數控水刀軟件包括全繪編程、參數設置、矢量位圖、文件處理和幫助信息等幾大模塊。如圖3 所示、在全繪編程界面中,可以如AutoCAD軟件一樣方便地繪制所需的加工圖形,直接存儲為數控文件;并且不需要描點 掃描圖形也可以直接轉換成數控文件;也可以人工直接繪制形成數控文件。保存圖形后直接進行控制切割走刀。
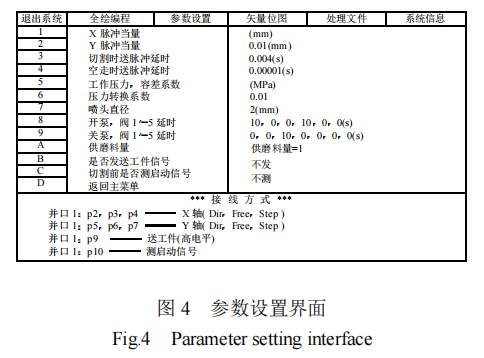
在切割之前,首先要設置好相關切割參數,如噴嘴直徑、工作壓力、磨料供給量(即磨料濃度)等,如圖 4 所示。
除了在該軟件界面中繪制加工的圖形外,還可以直接調用其他形式的圖形文件,如 CAD 圖形文件、掃描圖形文件、bmp 格式的圖形文件等。
該軟件還繼承了其他編輯軟件的優點,具有方便的文件處理功能,可做常用文件處理,如編輯、復制、刪除、合并和打印等。除此之外該軟件還具備較完備的幫助信息,集成在系統信息模塊中。
3 試驗研究
試驗條件:系統壓力 p = 15 MPa,射流橫移速度v = 1.2 mm/s,上游噴嘴直徑d1=mm,d2/d1=1.4 磨料為 80#石英砂,磨料濃度為 22.5% ,靶距為 10 mm ,試件為厚 30 mm 的花崗石板,抗壓強度170MPa。試驗結果如圖 5-8 所示。
從圖 5,6 中可知 脈沖磨料水射流的最大切割深度是前混合式磨料水射流 的 1.72 倍(L/d1=3 時) 當 1.5 L/ d1 7 時,形成強烈的自激振蕩,磨料向射流中心聚集從而獲得良好的脈動加速,能量傳輸效率得到較大提高,從而使得脈沖磨料水射流切割深度增大,比能耗降低。
從圖 7,8 中可看出,噴嘴的切割效果存在最優靶距(S/d1 = 10),在最優靶距時脈沖磨料水射流
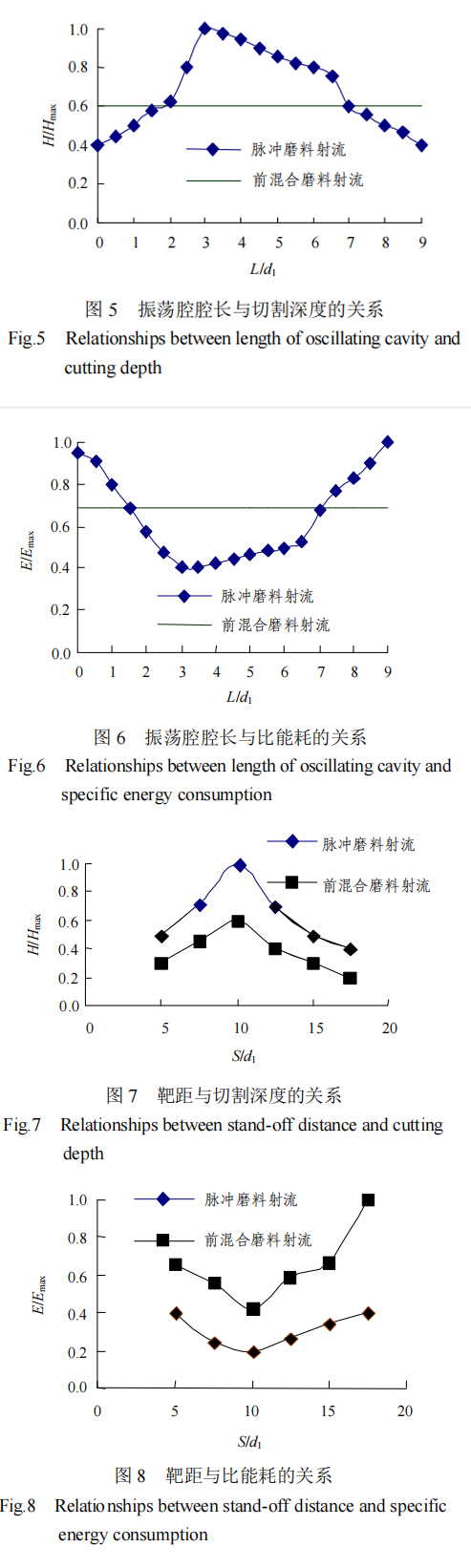
的切割深度是前混合式磨料水射流的 1.72 倍。同時在脈動狀態下,也增大了射流的有效工作靶距范圍圖 9分別是試件為厚度 4 mm的有機玻璃和玻璃樣品、9 mm 的地板磚和 16 mm 的花崗石的切割樣品[8-11]。
采用自激振蕩脈沖磨料水射流形式 提高了沖蝕切割效果 本試驗條件下 其最大切割深度是前混合式磨料水射流的 1.72 倍 大大降低了泵壓其所需的工作壓力比后混合式磨料水射流低了一個數量級,即還不到十分之一的泵壓就能達到同樣的切割效果;強烈的自激振蕩,可有效地促進射流剪切層渦環發育長大和渦漩配對,有利于促使磨料粒子向射流中心聚集,減少了磨料對噴嘴的磨損,延長了噴嘴的壽命。
4 結 語
該數控水刀裝置系統,具有人機交互方便、工作壓力和切割比能耗較低、整套系統成本低廉等優點,而且能夠實現機械切割設備難以實現的二維平面內的任意曲線加工,特別是在石材切割加工方面具有很好的應用發展前景。


 首頁
首頁
 產品中心
產品中心
 電話咨詢
電話咨詢
 售后服務
售后服務 售前服務
售前服務 關注公眾號
關注公眾號