石材是現代建筑裝飾的主要材料,簡單石材制品設計和加工比較容易,但對于復雜異型石材制
品還是很 困難 ,五 軸聯 動數控 加 工技 術 為復 雜異 型石材 制 品 的加 工提供 了一種行 之 有效 的手段 .
通 過 對立體 人像 進 行 逆 向建模 、數 控 編程 、仿 真 以及 對 刀具路 徑 進行 優 化 ,利 用 自行研 制 開發
的異 型石材 車銑 復合加 工 中心 (HTM50200)機床 進行 加 工 ,提 高 了立體人像 加 工質 量和效 率 ;首
次提 出了立體 人像 的參
0 引言
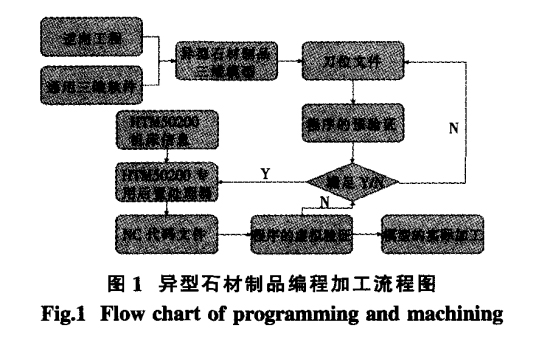
隨著人類物質文化水平的提高以及建筑裝飾業的發展 。人們對建筑的裝飾要求也朝著美觀 、豪華、典雅的方向發展,對石材異型制品的需求越來越多 ,隨著現代設計制 造方 法和手 段不 斷涌現 ,尤 其是 CAD/CAM/CAE,多軸加工技術 ,仿真與優化技術 ,檢測技術等的發展 ,使復雜異型制品的設計、加工等不再難以實現 。利用虛擬制造技術在計算機上模擬真實加工 ,可以提高產品加工質量 ,降低廢品率 ,縮短制造周期 ;通過對模 型的各個部分進行參數化描述 ,并根據具體模型,對其各個部分進行參數化控制 ,提高復雜異型制品模型的建模效率 。圖 1為異型 石材制品編程加工流程圖。
1 立體人像三維模型構建
利用通用三維建模軟件UG,Pro/E,solidworks等可以很容易地對簡單模型進行建模 ,但針對復雜模型 ,如立體人像等 ,常規建模有一定難度 ,本文人頭像建模是通過三維掃描設備采集立體人像三維模型數據,并通過逆向軟件Imageware對數據模型進行數據處理 、表面模型重構 ,再利用 UG和 Imageware對立體人像模 型與掃描點云進行誤差分析和修改 ,如此往復,直至得到符合要求的三維CAD模型 。重構完成之后的立體人像模型如圖2所示 。
2 立體人像的數控加工
2.1 立體人像參數化建模方法概述與工藝分析
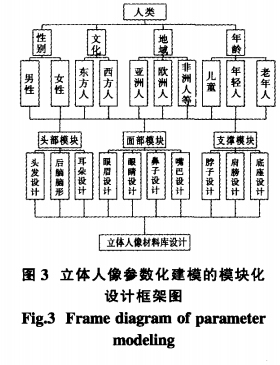
(1)立體人像參數化建模方法概述。由于立體人像表面非常復雜,常規方法建模非常困難,為了提高設計效率,可以把立體人像的設計分成各個不同的模塊進行設計,實現立體人像模塊化的參數化建模。
根據不同的分類標準,可以把人分為不同的種類;根據性別 ,可以把人分為男性和女性;根據 文化的不同 ,可以把人分為東方人和西方人;根據地域的不同,可以把人分為亞洲人,非洲人 。歐洲人等 ;還有很多的分類方法,例如:按年齡分 ,按體形分等等。
針對某一具體的人,可以把人的身體分成各個模塊,大體上包括:頭部模塊,面部模塊和支撐模塊 ;以頭部模塊為例 ,頭部模塊設計包括發型設計 、腦形設計和耳朵設計,而發型設計 又包 括 卷發 和直 發 的設 計 ,無論是卷發還是直發又都有長短之分 以及是扎辮子還是披肩發 等等 ,通過對各 模塊進行設計 ,建立立體人像的材料庫 ,使得以后如果需要再構建立體人像的模型 ,可以從材料庫中進行加載 ,并通過修改參數和不同模塊的組合形式來建立不同的立體人像模 型,從而大大降低了設計難度 。提高了立體人像的設計效 率 ,簡化設計流程 。 圖3為 立體人像參數化建模的模塊化設計框架圖 。
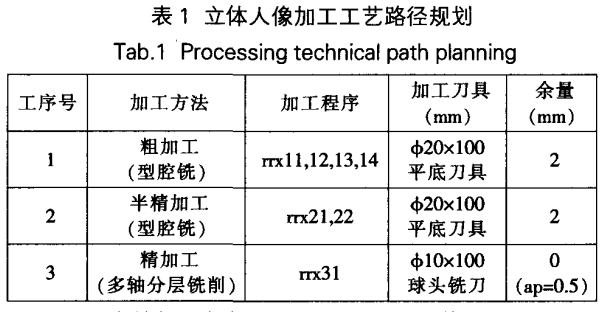
(2)立體人像加工工藝分析 。由于模型表面復雜,某些局部非常陡峭 。又受刀具系統及機床系統的約束 。給加工帶來很大難度 。鑒于上述因素 ,采用粗加工 、半精加工 、精加工的方法進行加工 。
2.2 立 體人像的五軸聯動加工程序編制
(1)粗加工程序編制 :利用UG建模功能建立加工立體人像所需 的毛坯模型 ,大小為 (150x300)mm;設置加工 坐標 系 ;創建程 序 :rtx一5axis—machining,建 立 刀具系統,創 建 粗 加工 型腔 銑 操 作 ,選 擇 刀 具并 設 置 切 削參 數,生成 的粗 加工 刀具路 徑 。加工工藝規劃見表 1。
(2)半精加工與精加工程序編制。立體人像的半精加工程序編制時應注意的幾個問題 :首先,為了加工時刀具系統與樣件之間發生碰撞 ,要對刀軸進行適當而精準的控制 ;其次 ,還要考慮實際加工中機床的運動狀 態 ;由此半精加工程序采用可變軸輪廓銑削 ,生成的半精加工與精加工部分刀具路徑 。
2.3 HTM50200異型石材車銑復合加工中心專用后置處理器的構建
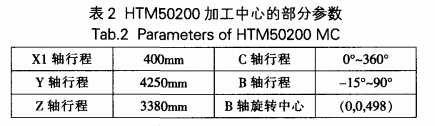
獲得立體人像刀具路徑文件后,通過配置專用后處理器 ,對路徑進行特定處理 ,得到符 合數控機床所能識別的專用數控代碼文件 ,才能在實際的機床上進行加工 ;因此 。應根據機床具體信息構建 HTM50200專用后處理器 。表 2為 HTM50200加工中心的部分參數 。
后置處理器構建完成后 ,通過將指定的刀具路徑文件轉換成機床能夠識別的數控代碼文件。部分代碼 (略)。
2.4 五軸聯動數控加工刀具路徑的仿真
由于生成的程序大而抽象 ,不易檢查 ,對其刀路進行虛擬仿真 ,不僅可以形象直觀的模 擬現場的加工過程,而且可以驗證路徑可靠性以及參數設置合理性,大大縮短加工周期并降低生產成本,尤其是針對五軸聯動加工數控刀具路徑 ,通過對刀具路徑進行仿真,檢驗程序可靠性以及是否有干涉,如果仿真后的程序未達到預期效果,還要對其進行修改和優化,直至滿足加工要求。本文利用一種專用數控加工仿真 軟件 VERICUT對立體人像的數控代 碼文件進行虛擬仿真驗證。首先構建機床三維運動仿真模型。創建刀具庫、控制系統等,然后,加載程序進行仿真 。
從仿真的效果可以看到 ,刀具的刀柄與立體人像的肩部發生了碰撞,為了有效的避免加工過程中因刀軸方向發生改變而引起刀具系統與工件或者機床發生碰撞。一般需要通過對刀具路徑進行重新編排或者對刀軸方向進 行 優化 等方 法 ,使 之 避免 產生 干涉與碰撞,通過優化刀具路徑,并對優化后的刀具路徑進行仿真,由仿真結果知之前的碰撞現象消失,見圖4。
至此。可以初步確定,所生成的刀具路徑理論可行,滿足加工要求 。利用 HTM50200異型石材 車銑 加工中心對不必要的麻煩 。立體人像進行加工,從加工的過程來看,程序運行穩定,各項切削參數均能符合加工要求,加工中沒有干涉和碰撞現象出現 ,從加工出的效果可以看出控機床對立體人像模型進行加工,除了立體人像的某些極其細微的細節需要人工進行后續修整外,其它部分加工出來的效果與掃描數據及實際模型是吻合的,由此可知,虛擬仿真效果與實際加工效果也吻合,圖5為立體人像的原始模型與加工后的模型。
3 結束語
(1)利用Imageware和UG。對立體人像的點云數據進行處理,獲得高質量的三維模型。
(2根據現有理論,利用UG加工與仿真模塊對具有復雜曲面的立體人像進行編程及仿真預驗證。
(3)利用VERICUT仿真軟件構建HTM50200加工中心三維運動仿真模型,對立體人像進行虛擬加工,驗證加工程序的正確性和可靠性。
(4)首次提出立體人像的參數化建模技術,大大提高者機床發生碰撞。一般需要通過對刀具路徑進行重新編了立體人像的建模效率,同時也為其他復雜異型制品的建模提供參考。
(5)通過利用數控機床對立體人像進行試加工,加工出來的實際模型與理論模型效果一致,這有利于工程技術人員通過預先的虛擬仿真來避免實際加工中所帶來得不必要的麻煩 。
4 結束語
分界負荷開關是一種功能全新的戶外一次開關設備 ,可實現用戶側故的自動隔離 ,從而防止用戶側事故波及電力公司的配電線路 ,確立事故責任分界點 ,確 配電網的供電可靠性 。


 首頁
首頁
 產品中心
產品中心
 電話咨詢
電話咨詢
 售后服務
售后服務 售前服務
售前服務 關注公眾號
關注公眾號