

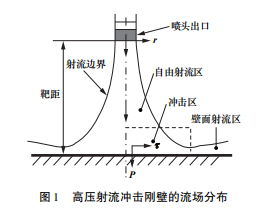
1 高壓射流沖擊剛壁的流場分布
高壓射流清理材料表面過程的流場按其流動特性 可分成 3 個區域:自由射流區、沖擊區和壁面射流區, 如圖 1 所示[5] 。 自由射流區內,射流受壁面的影響非 常小,因此可認為該區域的流動特性與自由射流相同。 在沖擊區,射流急速改變方向,由軸向流動變為徑向流 動并且存在極大的壓力梯度。 該區域是引起壁面發生 彈塑性變形,甚至塑性去除、脆性去除或斷裂的集中區 域。 壁面射流區的流動速度減弱,而且相對平穩,因此 一般不會發生壁面材料變形或去除[6] 。
為研究高壓水射流與高壓磨料射流對剛壁沖擊力的分布規律,設計了高壓水射流測力系統,見圖 2。
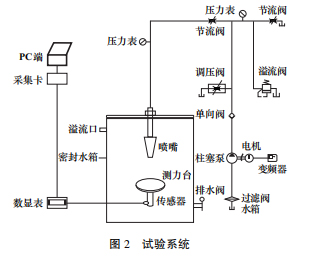
整個系統包括高壓射流系統、測力系統與電控系統3個部分。 高壓射流系統由高壓柱塞泵、水箱、過濾器、調壓閥、單向閥、壓力表、節流閥、溢流閥、噴頭等組成;測力系統由測力臺、測力傳感器、數顯表、采集卡、PC 端等組成;電控系統主要通過變頻器對電機實施變頻控制。 試驗時,設置靶距參數,選定測力臺,開啟高壓射流系統,通過變頻器調節電機轉速控制系統水壓 至設定值,由PC端采集記錄工作臺下的沖擊力值。 測力臺承受射流沖擊的面積為圓形,由 N 個圓盤 構成,按照面積從小到大進行編號,其直徑為 7(N+1) mm,N∈(1,2,…,21),由標準 1 kg 砝碼對照數顯表進 行標定,利用兩相鄰圓盤的射流沖擊力的差值,確定其 各階沖擊力值。 如表 1 所示。
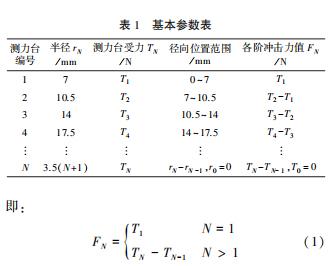
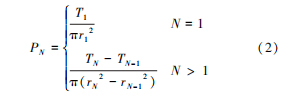
當N=1時,為第一圓盤沖擊力值與測力圓盤面積的比 值;當 N>1 時,為該徑向位置沖擊力值與該位置環形 增量面積的比值,單位為 Pa,即:
選定140mm 靶距,圖3為試驗獲得的在不同系統壓力下純水射流和磨料射流沖擊剛壁壓力隨徑向距離的變化關系(多次試驗的平均值)。 由圖3可知,隨徑向距離增加,在1階沖擊力值(偏離中心位置7mm)后,沖擊壓力急速降低,是一非單調遞減的階梯函數,連接各階中點位置,可視其為具非單調負指數下降規律(負指數函數和低幅諧波函數的疊加),而非切割小口徑噴嘴射流形成的近似高斯分布規律。 壓力急速下降的負指數關系是由于射流在沖擊區沿徑向改變方向后射流速度的耗散,導致非單調下降的低幅諧波變化尚待作進一步的理論和試驗研究。系統壓力增加,射流壓力增加,呈正相關變化,但對射流壓力的總體分布規律(分布形狀)影響很小,與文獻[5]的研究結果一致。 磨料射流除相應的沖擊壓力增加外,其分布規律基本與純水射流一致。
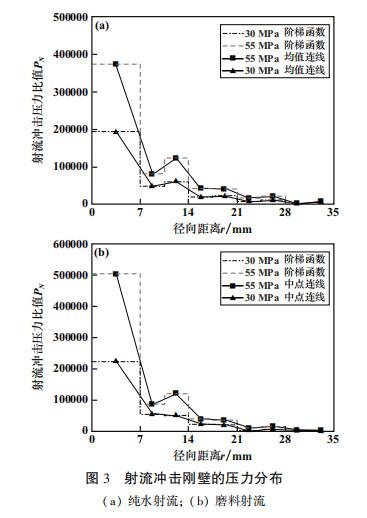
圖4給出了純水和磨料射流在不同系統工作壓力和靶距情況下,最大沖擊壓力(中心位置)的比較。

在靶距不變的情況下,無論純水還是磨料射流,其沖擊壓力與系統壓力呈正相關,不同的是,純水射流在靶距140mm時,射流沖擊壓力明顯大于其余3個靶距(170mm,200mm,230mm)的沖擊壓力,且后3個靶距的沖擊壓力相近;而對于磨料射流,其沖擊壓力隨靶距增大,近似等速率降低,呈負相關變化。
5 磨料強化效果分析
磨料射流和純水射流的對比試驗表明:在一定條件下,磨料的加入對射流沖擊壓力有顯著的強化效果, 這是由于磨料射流為二相流沖擊,其密度遠大于純水射流的緣故。 定義強化系數 ν 為:
圖5為不同系統工作壓力下,不同靶距位置磨料射流強化系數的對比。
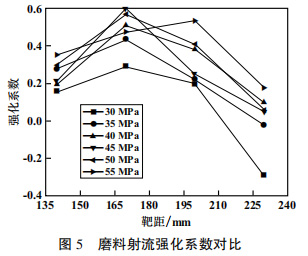
從圖5可以看出,系統工作壓力不大于50MPa、靶距170mm 和系統壓力大于50 MPa、靶距200mm 的情況,具有較高的強化系數。 其中系統壓力45MPa、靶距170mm,系統壓力50MPa、靶距170mm 和系統壓力55 MPa、靶距200mm 達到試驗參數的最優值。
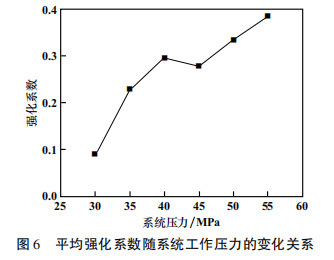
圖6給出了在不同靶距情況下的平均強化系數隨系統工作壓力的變化關系。
 首頁
首頁
 產品中心
產品中心
 電話咨詢
電話咨詢
 售后服務
售后服務 售前服務
售前服務 關注公眾號
關注公眾號