針對五軸石材切板機床的圓形鋸片安裝中心相對于機床控制點存在偏置以及鋸片本身尺寸導致過切的問題,對切削點相對于控制點的空間位姿關系進行了分析,對加工圖元為直線時的各種工況進行了詳盡研究,提出了一種基于美國 3S 開放式系統( Ser-voWorks S-140M) 的偏置補償算法,建立了刀位軌跡與數控軌跡之間的聯系。通過系統仿真功能驗證了該算法的正確性,并通過實際加工進行了測試。研究結果表明,所加工出的零件能滿足加工工藝和精度要求,提高了加工效率和加工精度,降低了生產成本。
0 引 言
隨著現代加工業的不斷發展,石材加工也趨于多元化和復雜化,所以石材加工裝備的自動化、數控化、智能化已成為當今石材裝備制造企業面臨的重要研究課題。在石材設備領域,歐洲代表著先進的發展方向,其中以意大利[1]最為成熟、先進,但其價格高昂。我國早在九十年代開始引進意大利設備,并通過消化吸收針對異型加工、全自動磨拋[2]等功能自主研發了一
系列的石材加工設備。但是針對復雜圖形尤其是復雜截面的切板功能研究很少,目前國內很多石材加工廠家仍然采用半自動和人工的方式,其功耗大、污染嚴重、效率低下。為了解決這一問題,提高企業產品的技術水平及市場競爭力,福建省華隆機械有限公司與廈門大學合作開展了五軸數控石材切板機的研究與開發。
五軸數控機床的后置處理[3-4]是將 CAD /CAM 軟件生成的刀位軌跡數據轉換成符合一定規則的可被數控機床系統識別和執行的加工代碼。它是數控加工自動編程過程中的一個重要環節。其核心任務是通過坐標變換將工件坐標系下的刀點位置數據轉換成數控機床各運動軸的進給量。由于機械結構的原因,刀點位置與實際控制點位置存在偏差,必須對刀具偏置進行相應的補償,才能確保實際加工的軌跡正確無誤。本研究以封閉多邊形的加工為例,對刀具補償算法進行分析與研究。
1 機床刀具偏置結構
本研究中的機床為雙擺頭五軸機床,實物如圖1 所示。
該機床的刀具存在 5 組偏置,鋸片偏置結構簡圖如圖 2 所示。
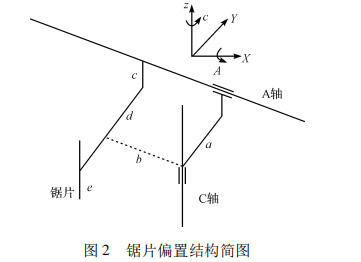
圖 2 中,A 軸軸線與 C 軸軸線在 Y 方向上的偏置為 a; 鋸片轉動軸線與 C 軸在 X 方向上的偏置為 b,與軸在 Z 方向的偏置為 c; 鋸片中心與 A 軸在 Y 方向的偏置為 d; 鋸片半徑為 e。
在實際的加工中,如果不對這些偏置進行補償,一旦鋸片繞 A 軸和 C 軸旋轉一定角度,必然導致實際刀位軌跡與理論刀位軌跡不重合,從而不能正確加工出所需要的圖形。
2 鋸片的位姿偏置補償
本研究以直線為例推導鋸片的偏置補償公式。封閉多邊形 ABCE 如圖 3 所示。加工其直線圖元 AB 時,一旦 C 軸有 θ 角度的旋轉,其刀位點軌跡 A1B1 必然偏離其理論軌跡 AB。
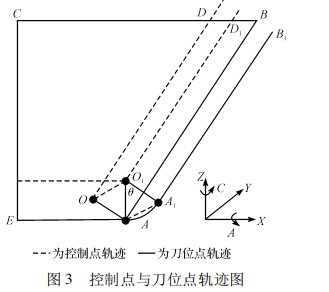
因此,為實現正確加工,系統必須對控制點進行偏置補償,即把控制點從 O1 點修正到 O 點,相應的刀位點從 A1 點修正到 A 點。
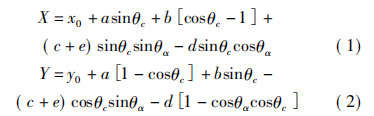
假設 O1 ( x0,y0 ) 、鋸片繞 A、C 軸旋轉的角度分別為 θa 和 θc,修正后的控制點位置坐標 O( X,Y)可由以下補償公式計算:
同理,通過偏置補償公式( 1,2) 可以把 C 軸旋轉后的控制點軌跡 O1D1 修正到 OD,以使刀位軌跡與 AB重合,實現正確加工。
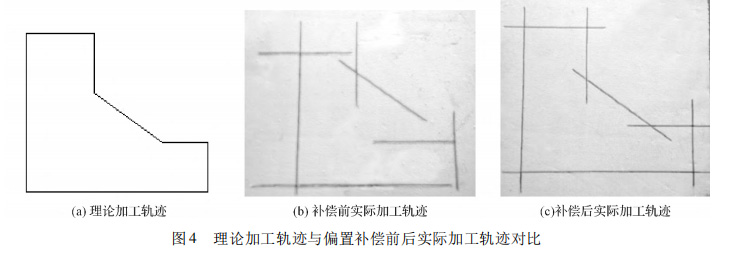
加工一多邊形時,理論加工軌跡、未補償前加工軌跡、補償后加工軌跡對比如圖 4 所示。
3 加工圖元為直線時端點處過切的
判斷與預處理
3. 1 判斷直線端點是否要處理的算法
由于機床采用的刀具為鋸片,在加工一定的切深
d 時,其所切出的圖形軌跡從材料表面上看去不是一
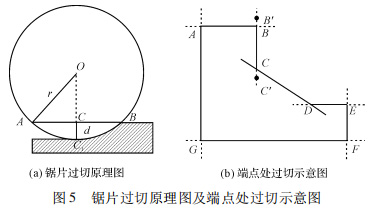
個點,而是一段與切深 d 有關的線段 AB,鋸片過切原
理圖如圖 5(a) 所示。因此,在加工圖 4( a) 所示的封
閉圖形時,直線端點處將會產生過切現象,如圖 4(c)
所示。由圖 5( a) 中的幾何關系可得過切長度為:

各端點處的過切如圖 5( b) 虛線所示,C、D 兩端點處的過切會破壞所加工圖形,必須保留一定的切割余量; 其余端點的過切不影響所加工圖形,則不需要保留切割余量。因此,本研究需要找到一種算法來判斷所加工封閉圖形哪些端點需要保留切割余量。
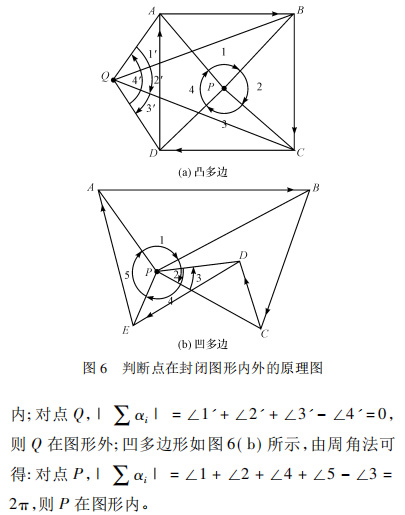
因為加工圖形涉及凹多邊形和凸多邊形[5-6],本研究提出的一種算法是,在各直線端點的延長線上等距取一近點,然后利用周角法判斷該點是否在圖形內部,如果在圖形內部則該端點需要保留切割余量,否則不需要。給封閉多邊形按順時針或逆時針定義一順序,任取一點,沿封閉多邊形順序,由該點與各頂點依次相連,相鄰兩線段間的夾角記作 αi,αi 可正可負,其正負取決于線段走向與所取點的位置關系,求各夾角代數和的絕對值,如果:
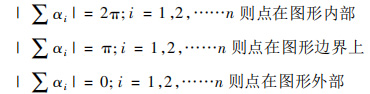
給定 3 點 P( xp,yp ) 、A( x1,y1 ) 、B( x2,y2 ) ,判斷點P 相對于 AB 走向所成夾角正、負的判別式[4]為:f( x,y) = ( xp - x1 ) ( y2 - y1 ) - ( yp - y1 ) ( x2 - x1 ) ( 4)凸多邊形如圖 6( a) 所示,由周角法[7-8]可得: 對點P,| ∑αi | = ∠1 + ∠2 + ∠3 + ∠4 =2π,則 P 在圖形
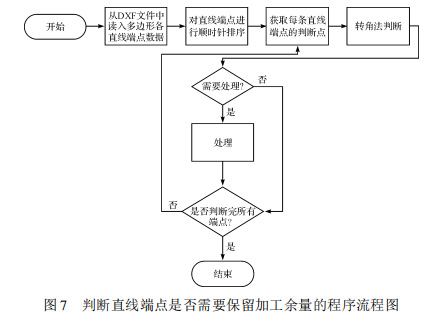
以圖 5( b) 所示直線 BC 為例,由上述算法可得端點 C 需要保留切割余量,而端點 B 則不需要。判斷直線端點是否需要保留加工余量的程序流程圖如圖 7 所示。
3. 2 直線端點的預處理
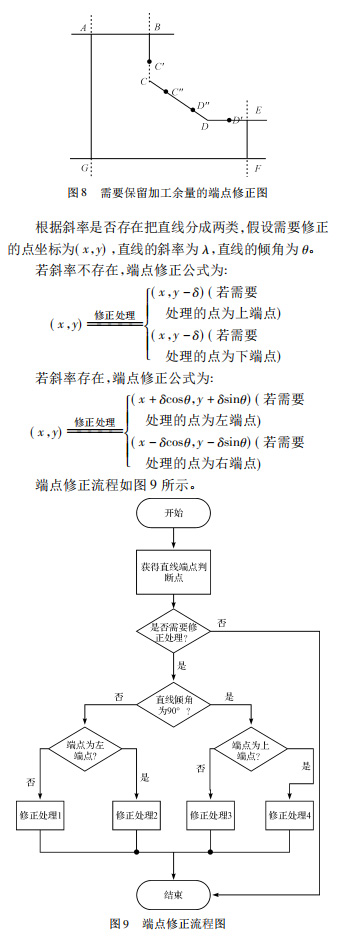
在加工如圖 5( b) 所示的 ABCDEFG 圖形時,通過上述判斷算法可得,端 點 C、D 需 要 保 留 加 工 余量[9-11]。根據過切長度 δ,加工 BC 時需要把 C 點修正到 C',加工 CD 時需要把 C、D 點分別修正到點 C″、D″,加工 DE 時需要把 D 點修正到 D',需要保留加工余量的端點修正圖如圖 8 所示。
4 加工測試結果
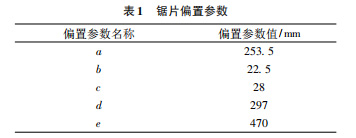
以所使用的雙擺頭五軸機床為例,其鋸片( 以鋸片背部為基準) 安裝位置的偏置參數如表 1 所示。
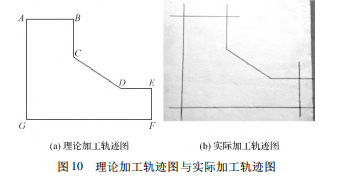
本研究應用上述偏置補償和預處理進行加工測試,實際加工如圖 10( b) 所示,對比理論軌跡可以看到,實際加工軌跡完全符合預期的加工要求。
結束語
由于機械結構限制,鋸片相對于控制點的安裝誤差不可消除,本研究通過對鋸片位置偏置補償的研究,建立了加工圖元為直線時的偏置補償算法,并成功地應用于加工由直線組成的封閉凹多邊圖形和凸多邊圖形。由系統仿真功能和實際測試加工結果表明,該算法正確,達到了實際生產加工的要求,這為后續研究由圓弧和直線組成的復雜組合圖形以及復雜截面切板的研究提供了理論依據。
在實際的生產中,該研究提高了加工效率和精度,大大降低了生產成本,為提高石材加工行業的自動化和智能化起到了一定的推動作用; 但是,在加工復雜截面時的聯動程度與意大利系統還有一定差距。今后的研究方向是提高加工復雜截面時的聯動和為用戶提供更便捷的自定義編輯功能,以滿足用戶對不同加工工藝的需求。


 首頁
首頁
 產品中心
產品中心
 電話咨詢
電話咨詢
 售后服務
售后服務 售前服務
售前服務 關注公眾號
關注公眾號