

 磨料水射流的切割參數
磨料水射流的切割參數
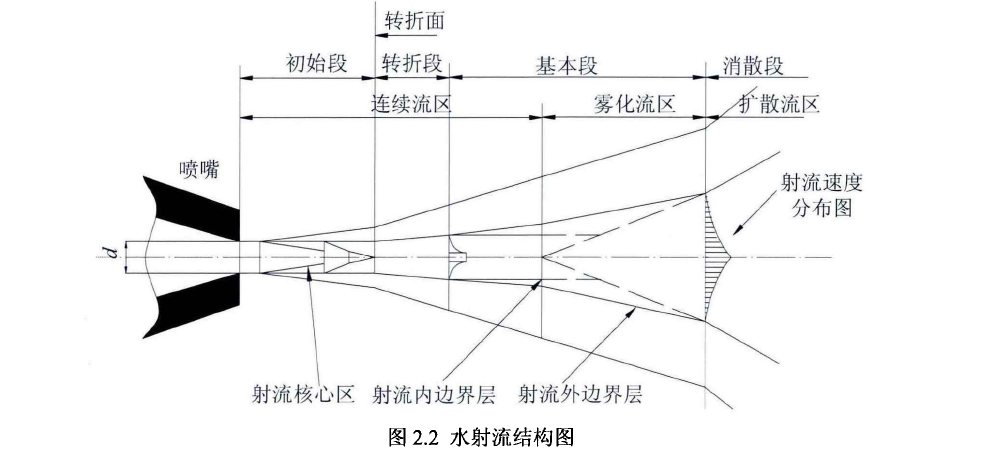
磨料水射流經由噴嘴射出進入空氣中分為四個階段:初始射流核心區、射流速度稍減且些許擴散的轉折段、射流速度逐步減小的基本段以及與空氣等融合的消散段。
MORE+ 多功能超高壓水射流加工裝備的研制
多功能超高壓水射流加工裝備的研制
由于水射流切割加工具有對材料無選擇性的特點,使其在復合材料、超硬非金屬材料等特種材料加工領域,具有無 比的優越性。在超高壓水切割技術的基礎上,探討了超高壓水射流車削、銑削及拋光的加工機理,介紹了多功能超高壓水 射流加工裝備的設計參數,分析了多功能超高壓水射流加工裝備的關鍵結構,通過裝備的研制和多種材料...
MORE+ 大型水切割機本地故障診斷系統的研究
大型水切割機本地故障診斷系統的研究
在超高壓的水射流切割過程中,不存在化學影響、并且精度較高,所以現階段的切割中得到了廣泛的應用,受到了社會綠色環保產品的喜愛。但是在大型水切割機的應用過程中,故障的存在嚴重的影響著切割機的使用效果。本文主要對于大型水切割機的本地故障診斷系統進行了研究,希望可以為減少故障出現以及維修時間做出貢獻。
MORE+ 主要的切割和成形方法及設備
主要的切割和成形方法及設備
高壓水切割機是利用高壓水射流與砂混合以極高的速度對金屬材料進行切割。
MORE+ 自動爬壁除銹成套技術
自動爬壁除銹成套技術
自動爬壁除銹成套系統包括超高壓大功率泵機組、爬壁機器人和控制柜、真空抽吸系統三部分。爬壁機器人主要解決以下三個問題行走、附壁和射流。
MORE+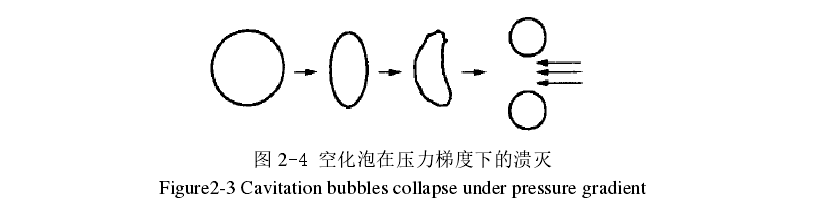 超空泡高壓水射流的清洗機理
超空泡高壓水射流的清洗機理
超空泡高壓水射流清洗機理可以認為是超空化帶來的空蝕效果和高壓水射流清洗效果的疊加。超空泡高壓水射流清洗技術的創新點就在于其射流噴嘴的設計。噴嘴的結構核心是高壓水射流噴噴嘴,是高壓水射流的產生機構。在噴嘴外,筆者利用注氣系統將空氣注入空腔,高壓高速水射流外形成低速氣腔,能夠有效降低高壓水射流在管道清洗...
MORE+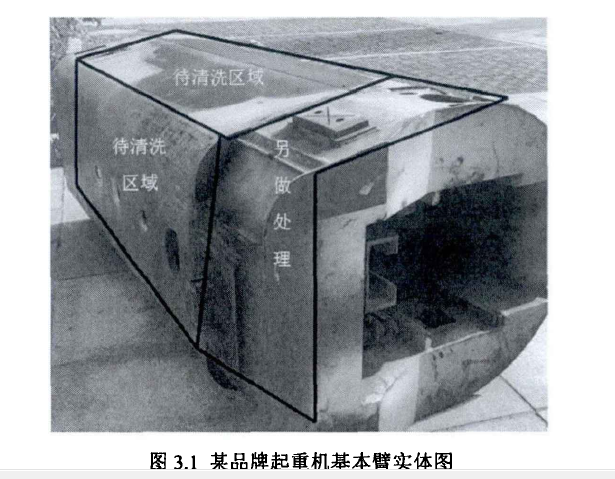 超高壓水射流清洗裝置
超高壓水射流清洗裝置
水射流清洗作業首先要確定清洗目標的結構形式,并由此設計一種適用于多種型號臂架的清洗裝置。本章開展了清洗裝置的結構設計及參數計算,針對清洗裝置升降平臺的設計方案進行了對比分析,并對清洗支架等關鍵結構件進行了強度校核及優化。根據清洗要求及泵的性能參數計算出與之相匹配的噴嘴內徑大小,并分析了影響噴嘴性能指...
MORE+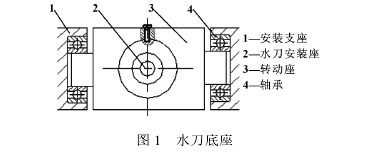 便攜式礦井用水切割機的研究及其控制系統設計
便攜式礦井用水切割機的研究及其控制系統設計
將產生高壓水的發生裝置及水刀安裝在可動機架上即可實現便攜式要求。為了滿足礦井下水切割機的安全操作,要求整機使用時不產生電火花,將高壓水發生裝置中的換向閥采用液動力控制。由液控換向閥、頂桿柱塞閥及減壓回路等構成的液動控制系統控制雙作用增壓缸往復運動從而產生連續穩定的高壓水,避免了電控系統中產生電火花的...
MORE+ 首頁
首頁
 產品中心
產品中心
 電話咨詢
電話咨詢

 售后服務
售后服務 售前服務
售前服務 關注公眾號
關注公眾號