

 水切割技術(shù)的發(fā)展趨勢(shì)
水切割技術(shù)的發(fā)展趨勢(shì)
水射流切割技術(shù)以其諸多優(yōu)點(diǎn)得到了越來越廣泛的應(yīng)用,同時(shí)也展現(xiàn)了不同的發(fā)展趨勢(shì)。 目前的產(chǎn)品生產(chǎn)越來越向多品種、小批量、高 精度方向發(fā)展,提高設(shè)備的智能化程度是一個(gè)主要發(fā)展方向,最典型的 就是各種多軸、多維水射流加工系統(tǒng)的投入使用。
MORE+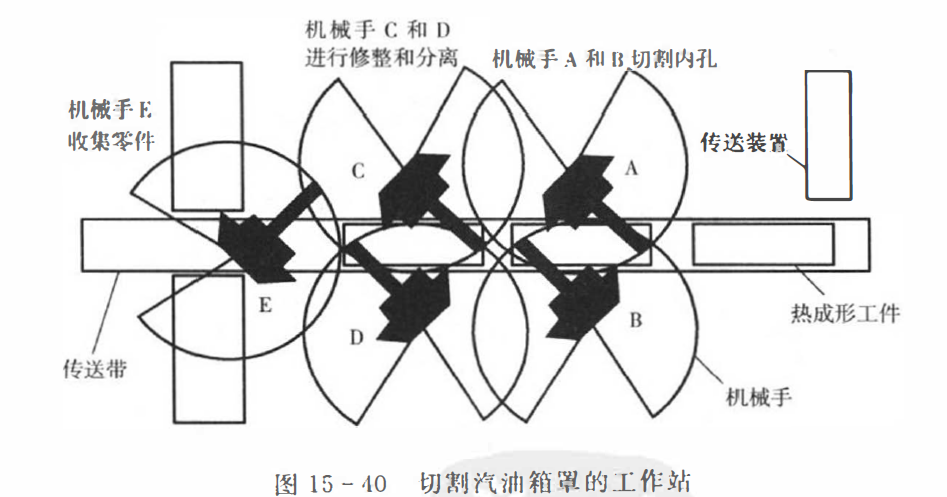 三維立體切割
三維立體切割
水切割的優(yōu)勢(shì)不僅表現(xiàn)在平面切割中,而且更突出地表現(xiàn)在三維立體工件的加工中。 在控制技術(shù)和機(jī)器人技術(shù)的配合下,水切割噴嘴具有在立體空間進(jìn)行復(fù)雜運(yùn)動(dòng)的能力,只需對(duì)機(jī)器人控制程序做相應(yīng)的修改,就可以適應(yīng)于不同零件的加工需要。 三維磨料射流切割最初 應(yīng)用于航空工業(yè)。 由于航空構(gòu)件大并且廣泛采用合成材料與特種合金...
MORE+ 二維平面切割
二維平面切割
平面切割主要是在金屬或非金屬平板上按一定的輪廓進(jìn)行切割。
MORE+ 切割工藝的比較
切割工藝的比較
在各種材料的切割工藝方面,除了傳統(tǒng)的機(jī)械切割和氧-乙塊火焰 切割工藝外,隨著加工手段的完善和技術(shù)的進(jìn)步,又出現(xiàn)了一些非傳統(tǒng) 的,亦即所謂特種加工工藝,它們都以其特性和加工適應(yīng)性在切割工藝 中占有一席之地。 常見的特種加工工藝除了水射流、磨料射流加工外, 還有如下幾種:
MORE+ 巖石爆破與切割
巖石爆破與切割
理論分析表明,切割巖石所需的最低能量,要求射流打擊壓強(qiáng)為巖石單軸抗壓強(qiáng)度的30倍。 若巖石單軸抗壓強(qiáng)度為200MPa,射流打擊 壓強(qiáng)須達(dá)到6000MPa才能有效地切割。 由千常規(guī)高壓、超高壓系統(tǒng)不可能連續(xù)產(chǎn)生如此高的壓力,早期的研究集中在對(duì)水炮的研究上。 水炮利用炸藥爆炸或壓縮氣體來推動(dòng)活塞使水加壓,由于其噴嘴從...
MORE+ 水射流與磨料射流切割
水射流與磨料射流切割
水切割工藝有純水射流切割、有添加劑的水射流切割和磨料射流切割三種形式。 磨料射流切割又分為低壓前混合磨料射流切割和高壓 后混合磨料射流切割。 其中,純水射流設(shè)備結(jié)構(gòu)最為簡(jiǎn)單,運(yùn)行也可靠,同時(shí)切縫也窄;有添加劑的水射流因聚合物更利于射流的凝聚性,因而切縫細(xì)窄且質(zhì)量好;前混合磨料射流則因低壓工況而凸顯出安...
MORE+ 影響切割的因素
影響切割的因素
射流基本參數(shù)決定了射流對(duì)材料的破壞能力,而射流壓力和噴嘴直徑又決定了其他射流基本參數(shù)
MORE+ 工業(yè)切割應(yīng)用
工業(yè)切割應(yīng)用
10年來,水射流的工業(yè)切割應(yīng)用已經(jīng)扎扎實(shí)實(shí)地由試驗(yàn)研究走向商品化市場(chǎng)。 在國際性的水射流技術(shù)會(huì)議上,水切割研究巳經(jīng)占據(jù)了相當(dāng)大的比重。 水切割以其切縫質(zhì)量好,對(duì)切割材料的無選擇性,不破壞材料內(nèi)部組織,可進(jìn)行異形切割和三維曲面切割等冷切割優(yōu)勢(shì)成為現(xiàn)代加工技術(shù)的新工藝,尤其是計(jì)算機(jī)智能化使其如虎添翼。 當(dāng)然,...
MORE+ 首頁
首頁
 產(chǎn)品中心
產(chǎn)品中心
 電話咨詢
電話咨詢

 售后服務(wù)
售后服務(wù) 售前服務(wù)
售前服務(wù) 關(guān)注公眾號(hào)
關(guān)注公眾號(hào)